
Page 78 - Industrial Cutting of Textile Materials
P. 78
Automated spreading of textile materials 65
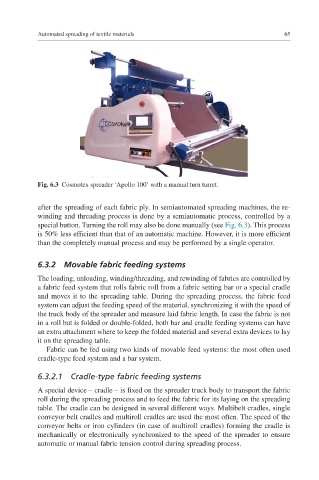
Fig. 6.3 Cosmotex spreader ‘Apollo 100’ with a manual turn turret.
after the spreading of each fabric ply. In semiautomated spreading machines, the re-
winding and threading process is done by a semiautomatic process, controlled by a
special button. Turning the roll may also be done manually (see Fig. 6.3). This process
is 50% less efficient than that of an automatic machine. However, it is more efficient
than the completely manual process and may be performed by a single operator.
6.3.2 Movable fabric feeding systems
The loading, unloading, winding/threading, and rewinding of fabrics are controlled by
a fabric feed system that rolls fabric roll from a fabric setting bar or a special cradle
and moves it to the spreading table. During the spreading process, the fabric feed
system can adjust the feeding speed of the material, synchronizing it with the speed of
the truck body of the spreader and measure laid fabric length. In case the fabric is not
in a roll but is folded or double-folded, both bar and cradle feeding systems can have
an extra attachment where to keep the folded material and several extra devices to lay
it on the spreading table.
Fabric can be fed using two kinds of movable feed systems: the most often used
cradle-type feed system and a bar system.
6.3.2.1 Cradle-type fabric feeding systems
A special device – cradle – is fixed on the spreader truck body to transport the fabric
roll during the spreading process and to feed the fabric for its laying on the spreading
table. The cradle can be designed in several different ways. Multibelt cradles, single
conveyor belt cradles and multiroll cradles are used the most often. The speed of the
conveyor belts or iron cylinders (in case of multiroll cradles) forming the cradle is
mechanically or electronically synchronized to the speed of the spreader to ensure
automatic or manual fabric tension control during spreading process.