
Page 184 - Injection Molding Advanced Troubleshooting Guide
P. 184
174 19 Buildup
19.2 Buildup Troubleshooting Chart
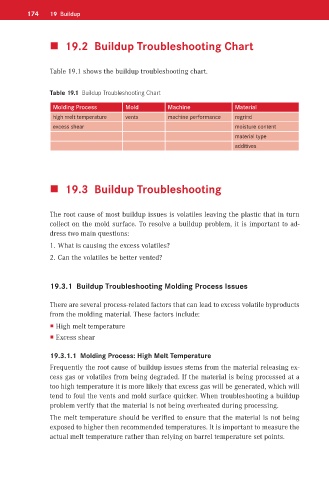
Table 19.1 shows the buildup troubleshooting chart.
Table 19.1 Buildup Troubleshooting Chart
Molding Process Mold Machine Material
high melt temperature vents machine performance regrind
excess shear moisture content
material type
additives
19.3 Buildup Troubleshooting
The root cause of most buildup issues is volatiles leaving the plastic that in turn
collect on the mold surface. To resolve a buildup problem, it is important to ad-
dress two main questions:
1. What is causing the excess volatiles?
2. Can the volatiles be better vented?
19.3.1 Buildup Troubleshooting Molding Process Issues
There are several process-related factors that can lead to excess volatile byproducts
from the molding material. These factors include:
High melt temperature
Excess shear
19.3.1.1 Molding Process: High Melt Temperature
Frequently the root cause of buildup issues stems from the material releasing ex-
cess gas or volatiles from being degraded. If the material is being processed at a
too high temperature it is more likely that excess gas will be generated, which will
tend to foul the vents and mold surface quicker. When troubleshooting a buildup
problem verify that the material is not being overheated during processing.
The melt temperature should be verified to ensure that the material is not being
exposed to higher then recommended temperatures. It is important to measure the
actual melt temperature rather than relying on barrel temperature set points.