
Page 209 - Injection Molding Advanced Troubleshooting Guide
P. 209
200 22 Color Swirls
22.2 Color Swirls Troubleshooting Chart
Table 22.1 shows the color swirls troubleshooting chart.
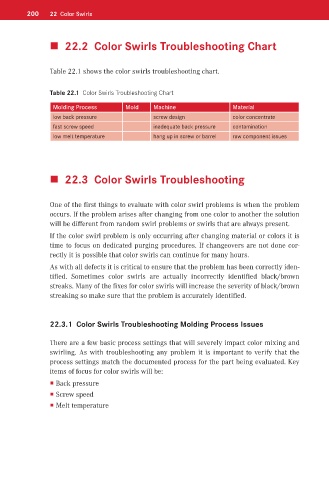
Table 22.1 Color Swirls Troubleshooting Chart
Molding Process Mold Machine Material
low back pressure screw design color concentrate
fast screw speed inadequate back pressure contamination
low melt temperature hang up in screw or barrel raw component issues
22.3 Color Swirls Troubleshooting
One of the first things to evaluate with color swirl problems is when the problem
occurs. If the problem arises after changing from one color to another the solution
will be different from random swirl problems or swirls that are always present.
If the color swirl problem is only occurring after changing material or colors it is
time to focus on dedicated purging procedures. If changeovers are not done cor-
rectly it is possible that color swirls can continue for many hours.
As with all defects it is critical to ensure that the problem has been correctly iden-
tified. Sometimes color swirls are actually incorrectly identified black/brown
streaks. Many of the fixes for color swirls will increase the severity of black/brown
streaking so make sure that the problem is accurately identified.
22.3.1 Color Swirls Troubleshooting Molding Process Issues
There are a few basic process settings that will severely impact color mixing and
swirling. As with troubleshooting any problem it is important to verify that the
process settings match the documented process for the part being evaluated. Key
items of focus for color swirls will be:
Back pressure
Screw speed
Melt temperature