
Page 54 - Injection Molding Advanced Troubleshooting Guide
P. 54
4.2 Gate Size, Shape, and Taper 37
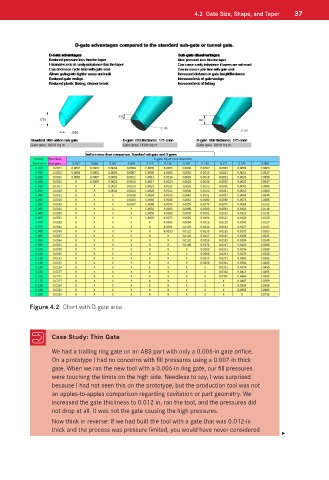
Figure 4.2 Chart with D-gate area
Case Study: Thin Gate
We had a trailing ring gate on an ABS part with only a 0.006-in gate orifice.
On a prototype I had no concerns with fill pressures using a 0.007-in thick
gate. When we ran the new tool with a 0.006-in ring gate, our fill pressures
were touching the limits on the high side. Needless to say, I was surprised
because I had not seen this on the prototype, but the production tool was not
an apples-to-apples comparison regarding cavitation or part geometry. We
increased the gate thickness to 0.012 in, ran the tool, and the pressures did
not drop at all. It was not the gate causing the high pressures.
Now think in reverse: If we had built the tool with a gate that was 0.012-in
thick and the process was pressure limited, you would have never considered
▸