
Page 270 - Manufacturing Engineering and Technology - Kalpakjian, Serope : Schmid, Steven R.
P. 270
Section 10 6 Defects 2
iron) expand. (The reason is that graphite has a relatively high specific volume, and
when it precipitates as graphite flakes during solidification of the gray cast iron, it
causes a net expansion of the metal.) Shrinkage is further discussed in Section 12.2.1
in connection with design considerations in casting.
|0.6 Defects
As will be seen in this section (as well as in other sections throughout Parts II
through VI), various defects can develop during manufacturing that depend on fac-
tors such as materials, part design, and processing techniques. While some defects
affect only the appearance of the parts made, others can have major adverse effects
on the structural integrity of the parts.
Several defects can develop in castings (Figs. 10.12 and 1O.13). Because differ-
ent names have been used in the past to describe the same defect, the International
Committee of Foundry Technical Associations has developed a standardized nomen-
clature consisting of seven basic categories of casting defects, identified with bold-
face capital letters:
A-Metallic projections, consisting of fins, flash, or projections such as swells
and rough surfaces.
B-Cavities, consisting of rounded or rough internal or exposed cavities includ-
ing blowholes, pinholes, and shrinkage cavities (see porosity, Section 10.6.1).
C-Discontinuities, such as cracks, cold or hot tearing, and cold shuts. If the
solidifying metal is constrained from shrinking freely, cracking and tearing
may occur. Although several factors are involved in tearing, coarse grain
size and the presence of low-melting-point segregates along the grain
boundaries (intergmnular) increase the tendency for hot tearing. Cold shut
is an interface in a casting that lacks complete fusion because of the meeting
of two streams of liquid metal from different gates.
D-Defective surface, such as surface folds, laps, scars, adhering sand layers,
and oxide scale.
E-Incomplete casting, such as misruns (due to premature solidification), in-
sufficient volume of the metal poured, and runout (due to loss of metal
Hot tear HOT Teaf
Casting
Hot tear
Core Pourmg cup
Casting T" Spfue
Runner
Hot tear
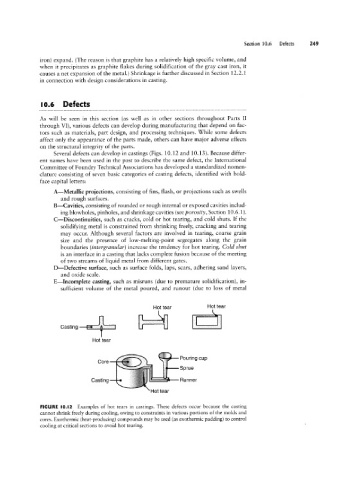
FIGURE I0.l2 Examples of hot tears in castings. These defects occur because the casting
cannot shrink freely during cooling, owing to constraints in various portions of the molds and
cores. Exothermic (heat-producing) compounds may be used (as exothermic padding) to control
cooling at critical sections to avoid hot tearing.