
Page 381 - Pipeline Pigging Technology
P. 381
Pipeline Pigging Technology
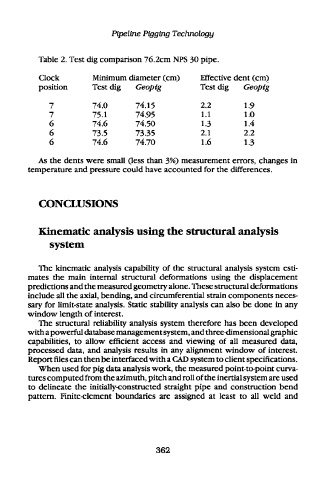
Table 2. Test dig comparison 76.2cm NFS 30 pipe.
Clock Minimum diameter (cm) Effective dent (cm)
position Test dig Geoptg Test dig Geopig
7 74.0 74.15 2.2 1.9
7 75.1 74.95 1.1 1.0
6 74.6 74.50 1.3 1.4
6 73.5 73.35 2.1 2.2
6 74.6 74.70 1.6 1.3
As the dents were small (less than 3%) measurement errors, changes in
temperature and pressure could have accounted for the differences.
CONCLUSIONS
Kinematic analysis using the structural analysis
system
The kinematic analysis capability of the structural analysis system esti-
mates the main internal structural deformations using the displacement
predictions and the measured geometry alone. These structural deformations
include all the axial, bending, and circumferential strain components neces-
sary for limit-state analysis. Static stability analysis can also be done in any
window length of interest.
The structural reliability analysis system therefore has been developed
with a powerful database management system, and three-dimensional graphic
capabilities, to allow efficient access and viewing of all measured data,
processed data, and analysis results in any alignment window of interest.
Report files can then be interfaced with a CAD system to client specifications.
When used for pig data analysis work, the measured point-to-point curva-
tures computed from the azimuth, pitch and roll of the inertial system are used
to delineate the initially-constructed straight pipe and construction bend
pattern. Finite-element boundaries are assigned at least to all weld and
362