
Page 113 - Welding of Aluminium and its Alloys
P. 113
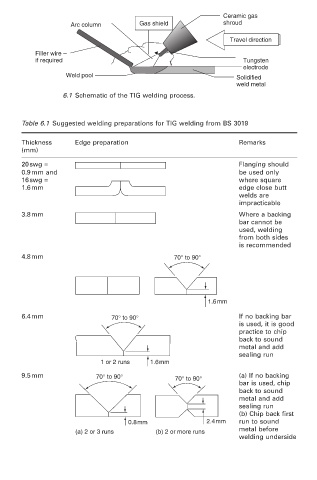
Ceramic gas
Arc column Gas shield shroud
Travel direction
Filler wire –
if required Tungsten
electrode
Weld pool Solidified
weld metal
6.1 Schematic of the TIG welding process.
Table 6.1 Suggested welding preparations for TIG welding from BS 3019
Thickness Edge preparation Remarks
(mm)
20swg = Flanging should
0.9mm and be used only
16swg = where square
1.6mm edge close butt
welds are
impracticable
3.8mm Where a backing
bar cannot be
used, welding
from both sides
is recommended
4.8mm 70° to 90°
1.6 mm
6.4mm 70° to 90° If no backing bar
is used, it is good
practice to chip
back to sound
metal and add
sealing run
1 or 2 runs 1.6 mm
9.5mm 70° to 90° 70° to 90° (a) If no backing
bar is used, chip
back to sound
metal and add
sealing run
(b) Chip back first
0.8 mm 2.4 mm run to sound
(a) 2 or 3 runs (b) 2 or more runs metal before
welding underside