
Page 105 -
P. 105
AERATION AND AIR STRIPPING 5.21
Treated air
Contaminated
acFirveathed
air
Source
water
Packed
column
Clean
Heating Blower Spent activated
a r ~
element carbon to
regeneration or
disposal
Blower
Treated
water
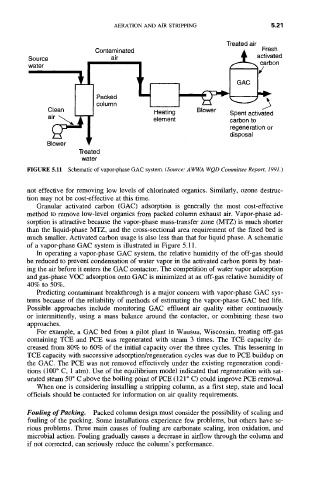
FIGURE 5.11 Schematic of vapor-phase GAC system. (Source: A WWA WQD Committee Report, 1991.)
not effective for removing low levels of chlorinated organics. Similarly, ozone destruc-
tion may not be cost-effective at this time.
Granular activated carbon (GAC) adsorption is generally the most cost-effective
method to remove low-level organics from packed column exhaust air. Vapor-phase ad-
sorption is attractive because the vapor-phase mass-transfer zone (MTZ) is much shorter
than the liquid-phase MTZ, and the cross-sectional area requirement of the fixed bed is
much smaller. Activated carbon usage is also less than that for liquid phase. A schematic
of a vapor-phase GAC system is illustrated in Figure 5. l 1.
In operating a vapor-phase GAC system, the relative humidity of the off-gas should
be reduced to prevent condensation of water vapor in the activated carbon pores by heat-
ing the air before it enters the GAC contactor. The competition of water vapor adsorption
and gas-phase VOC adsorption onto GAC is minimized at an off-gas relative humidity of
40% to 50%.
Predicting contaminant breakthrough is a major concern with vapor-phase GAC sys-
tems because of the reliability of methods of estimating the vapor-phase GAC bed life.
Possible approaches include monitoring GAC effluent air quality either continuously
or intermittently, using a mass balance around the contactor, or combining these two
approaches.
For example, a GAC bed from a pilot plant in Wausua, Wisconsin, treating off-gas
containing TCE and PCE was regenerated with steam 3 times. The TCE capacity de-
creased from 80% to 60% of the initial capacity over the three cycles. This lessening in
TCE capacity with successive adsorption/regeneration cycles was due to PCE buildup on
the GAC. The PCE was not removed effectively under the existing regeneration condi-
tions (100 ° C, 1 atm). Use of the equilibrium model indicated that regeneration with sat-
urated steam 50 ° C above the boiling point of PCE (121 ° C) could improve PCE removal.
When one is considering installing a stripping column, as a first step, state and local
officials should be contacted for information on air quality requirements.
Fouling of Packing. Packed column design must consider the possibility of scaling and
fouling of the packing. Some installations experience few problems, but others have se-
rious problems. Three main causes of fouling are carbonate scaling, iron oxidation, and
microbial action. Fouling gradually causes a decrease in airflow through the column and
if not corrected, can seriously reduce the column's performance.