
Page 22 - Quick Guide to Welding and Weld Inspection by S.E. Hughes, Clifford Matthews
P. 22
Abbreviations, Terminology and Welding Symbols
. Non-fusible backing bars. These are always removed and
are normally made of copper (often water cooled) or
ceramic and help form the root weld shape. It is important
to ensure that the copper bar does not melt and
contaminate the weld as this could cause weld metal
cracking.
. Fusible backing strips. These are made of a material
similar to the parent material and are tacked on to the
parent material. They are fused into the root and are
normally ground off, or occasionally left in place.
. Pre-placed filler such as EB inserts. These are used on pipe
and welded using a TIG (tungsten inert gas) process. The
EB stands for Electric Boat and is the name of the
company that first supplied them. Use of EB inserts is a
specialised procedure used in specialist applications such
as the nuclear industry.
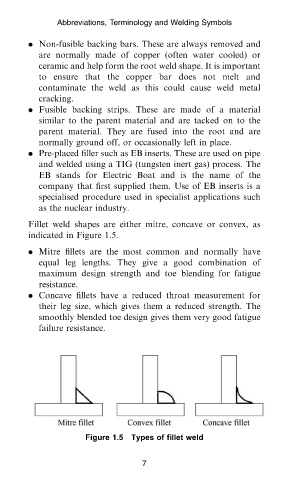
Fillet weld shapes are either mitre, concave or convex, as
indicated in Figure 1.5.
. Mitre fillets are the most common and normally have
equal leg lengths. They give a good combination of
maximum design strength and toe blending for fatigue
resistance.
. Concave fillets have a reduced throat measurement for
their leg size, which gives them a reduced strength. The
smoothly blended toe design gives them very good fatigue
failure resistance.
Figure 1.5 Types of fillet weld
7
Woodhead Publishing Ltd – A Quick Guide to Welding and Weld Inspection
Data Standards Ltd, Frome, Somerset – 17/9/200901QG Welding chap1.3d Page 7 of 16