
Page 45 - Quick Guide to Welding and Weld Inspection by S.E. Hughes, Clifford Matthews
P. 45
A Quick Guide to Welding and Weld Inspection
stress in the component, but may make the final dimensional
criteria unacceptable with the code requirements. Methods
can be employed that can reduce both residual stress and
distortion (see later).
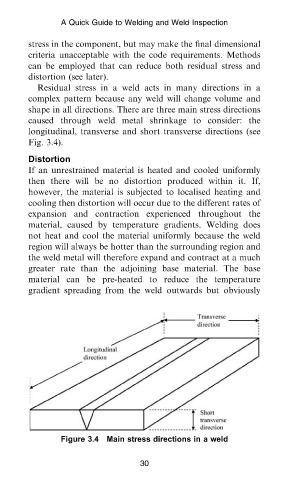
Residual stress in a weld acts in many directions in a
complex pattern because any weld will change volume and
shape in all directions. There are three main stress directions
caused through weld metal shrinkage to consider: the
longitudinal, transverse and short transverse directions (see
Fig. 3.4).
Distortion
If an unrestrained material is heated and cooled uniformly
then there will be no distortion produced within it. If,
however, the material is subjected to localised heating and
cooling then distortion will occur due to the different rates of
expansion and contraction experienced throughout the
material, caused by temperature gradients. Welding does
not heat and cool the material uniformly because the weld
region will always be hotter than the surrounding region and
the weld metal will therefore expand and contract at a much
greater rate than the adjoining base material. The base
material can be pre-heated to reduce the temperature
gradient spreading from the weld outwards but obviously
Figure 3.4 Main stress directions in a weld
30
Woodhead Publishing Ltd – A Quick Guide to Welding and Weld Inspection
Data Standards Ltd, Frome, Somerset – 17/9/200903QG Welding chap3.3d Page 30 of 35