
Page 13 - Applied Process Design For Chemical And Petrochemical Plants Volume II
P. 13
2 Applied Process Design for Chemical and Petrochemical Plants
Overhead Vapor VI YD ,Ha +e
A t' Condenser
- out Pc
",+2 Reflux, L, ~0 = X, +
(Vopor is Distillate, D, , yc = x,,
L, + 3 I Product
I when Partial
Rectifying Section Condenser Used)
xD'xn+3
(Note: This stream does not
exist for partial condenser
system)
Lc = Llquid Condensate
Duty or Lood
am
I-
Reboiler
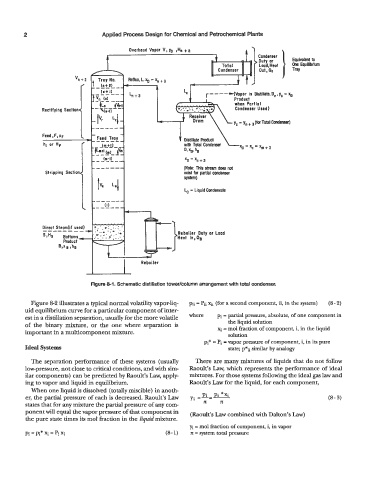
Figure 81. Schematic distillation tower/column arrangement with total condenser.
Figure 8-2 illustrates a typical normal volatility vapor-liq- p~ = Pii qi (for a second component, ii, in the system) (8 - 2)
uid equilibrium curve for a particular component of inter-
est in a distillation separation, usually for the more volatile where pi = partial pressure, absolute, of one component in
of the binary mixture, or the one where separation is the liquid solution
important in a multicomponent mixture. xi = mol fraction of component, i, in the liquid
solution
pi* = Pi 0 vapor pressure of component, i, in its pure
Ideal Systems state; p*ii similar by analogy
The separation performance of these systems (usually There are many mixtures of liquids that do not follow
low-pressure, not close to critical conditions, and with sim- Raoult's Law, which represents the performance of ideal
ilar components) can be predicted by Raoult's Law, apply- mixtures. For those systems following the ideal gas law and
ing to vapor and liquid in equilibrium. Raoult's Law for the liquid, for each component,
When one liquid is dissolved (totally miscible) in anoth- yi ----
er, the partial pressure of each is decreased. Raoult's Law Pi Pi *xi
states that for any mixture the partial pressure of any com- a x
ponent will equal the vapor pressure of that component in (Raoult's Law combined with Dalton's Law)
the pure state times its mol htion in the lipid mixture.
yi = mol fraction of component, i, in vapor
a - system total pressure