
Page 76 - 05. Subyek Teknik Mesin - Automobile Mechanical and Electrical Systems Automotive Technology Vehicle Maintenance and Repair (Vehicle Maintenance Repr Nv2) by Tom Denton
P. 76
1 61
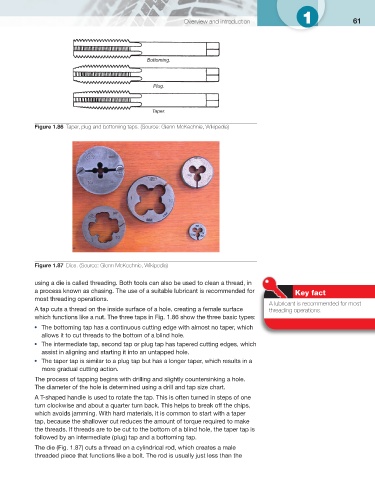
Figure 1.86 Taper, plug and bottoming taps. (Source: Glenn McKechnie, Wikipedia)
Figure 1.87 Dies. (Source: Glenn McKechnie, Wikipedia)
using a die is called threading. Both tools can also be used to clean a thread, in
a process known as chasing. The use of a suitable lubricant is recommended for Key fact
most threading operations.
A lubricant is recommended for most
A tap cuts a thread on the inside surface of a hole, creating a female surface threading operations.
which functions like a nut. The three taps in Fig. 1.86 show the three basic types:
The bottoming tap has a continuous cutting edge with almost no taper, which
●
allows it to cut threads to the bottom of a blind hole.
The intermediate tap, second tap or plug tap has tapered cutting edges, which
●
assist in aligning and starting it into an untapped hole.
The taper tap is similar to a plug tap but has a longer taper, which results in a
●
more gradual cutting action.
The process of tapping begins with drilling and slightly countersinking a hole.
The diameter of the hole is determined using a drill and tap size chart.
A T-shaped handle is used to rotate the tap. This is often turned in steps of one
turn clockwise and about a quarter turn back. This helps to break off the chips,
which avoids jamming. With hard materials, it is common to start with a taper
tap, because the shallower cut reduces the amount of torque required to make
the threads. If threads are to be cut to the bottom of a blind hole, the taper tap is
followed by an intermediate (plug) tap and a bottoming tap.
The die ( Fig. 1.87 ) cuts a thread on a cylindrical rod, which creates a male
threaded piece that functions like a bolt. The rod is usually just less than the