
Page 247 - Biosystems Engineering
P. 247
Biomass Pyr olysis and Bio-Oil Refineries 225
Gas
Condenser
Cyclone
Biomass
Reactor
Bio-oil
Charcoal
Combustion Gas recycle
chamber
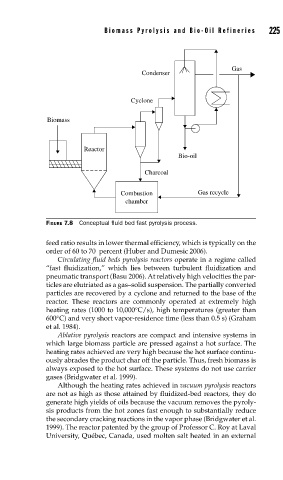
FIGURE 7.8 Conceptual fl uid bed fast pyrolysis process.
feed ratio results in lower thermal efficiency, which is typically on the
order of 60 to 70 percent (Huber and Dumesic 2006).
Circulating fluid beds pyrolysis reactors operate in a regime called
“fast fluidization,” which lies between turbulent fluidization and
pneumatic transport (Basu 2006). At relatively high velocities the par-
ticles are elutriated as a gas–solid suspension. The partially converted
particles are recovered by a cyclone and returned to the base of the
reactor. These reactors are commonly operated at extremely high
heating rates (1000 to 10,000°C/s), high temperatures (greater than
600°C) and very short vapor-residence time (less than 0.5 s) (Graham
et al. 1984).
Ablative pyrolysis reactors are compact and intensive systems in
which large biomass particle are pressed against a hot surface. The
heating rates achieved are very high because the hot surface continu-
ously abrades the product char off the particle. Thus, fresh biomass is
always exposed to the hot surface. These systems do not use carrier
gases (Bridgwater et al. 1999).
Although the heating rates achieved in vacuum pyrolysis reactors
are not as high as those attained by fluidized-bed reactors, they do
generate high yields of oils because the vacuum removes the pyroly-
sis products from the hot zones fast enough to substantially reduce
the secondary cracking reactions in the vapor phase (Bridgwater et al.
1999). The reactor patented by the group of Professor C. Roy at Laval
University, Québec, Canada, used molten salt heated in an external