
Page 171 - Carbon Nanotube Fibres and Yarns
P. 171
162 Carbon Nanotube Fibers and Yarns
80 20
70 18
16
Tenacity (cN/tex) 50 Specific modulus (N/tex) 12 8
60
14
10
40
30
20 6 4
10 2
0
0 0 10 20 30 40 50 60
(A) 0 10 20 30 40 50 60 (B)
Surface twist angle (degrees) Surface twist angle (degrees)
60 90
Twisted
50 Untwisted 80
Trend-twisted 70
Trend-twist-untwisted
40 60
Yarn diameter (mm) 30 Tenacity (cN/tex) 40 Twisted
50
30
20
Untwisted
20
Trend-twisted
10
0 10 0 Trend-twist-untwisted
0 10,000 20,000 30,000 0 10,000 20,000 30,000
(C) Twist or false twist (T/m) (D) Twist or false twist (T/m)
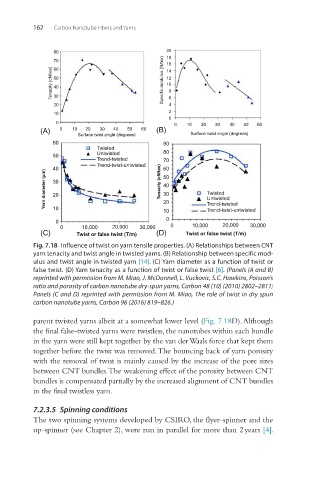
Fig. 7.18 Influence of twist on yarn tensile properties. (A) Relationships between CNT
yarn tenacity and twist angle in twisted yarns. (B) Relationship between specific mod-
ulus and twist angle in twisted yarn [14]. (C) Yarn diameter as a function of twist or
false twist. (D) Yarn tenacity as a function of twist or false twist [6]. (Panels (A and B)
reprinted with permission from M. Miao, J. McDonnell, L. Vuckovic, S.C. Hawkins, Poisson’s
ratio and porosity of carbon nanotube dry-spun yarns, Carbon 48 (10) (2010) 2802–2811;
Panels (C and D) reprinted with permission from M. Miao, The role of twist in dry spun
carbon nanotube yarns, Carbon 96 (2016) 819–826.)
parent twisted yarns albeit at a somewhat lower level (Fig. 7.18D). Although
the final false-twisted yarns were twistless, the nanotubes within each bundle
in the yarn were still kept together by the van der Waals force that kept them
together before the twist was removed. The bouncing back of yarn porosity
with the removal of twist is mainly caused by the increase of the pore sizes
between CNT bundles. The weakening effect of the porosity between CNT
bundles is compensated partially by the increased alignment of CNT bundles
in the final twistless yarn.
7.2.3.5 Spinning conditions
The two spinning systems developed by CSIRO, the flyer-spinner and the
up-spinner (see Chapter 2), were run in parallel for more than 2 years [4].