
Page 178 - Corrosion Engineering Principles and Practice
P. 178
152 C h a p t e r 6 R e c o g n i z i n g t h e F o r m s o f C o r r o s i o n 153
ultrasonic equipment has been enhanced greatly by combining the
basic electronics with computers. However, many instruments still in
use today are for single-point thickness measurements, which do not
provide the capability of the more sophisticated systems.
Rugged instruments based on portable computers are now
available from many vendors. These systems, complete with motor-
driven robotic devices to manipulate the transducer(s), have created
the ability to measure wall thickness of corroded components at tens
2
of thousands of points over 0.1 m , which can be converted into mass
loss and pitting rates. This capability, coupled with increased precision
of field measurements achievable with computer-controlled systems,
has made these automated ultrasonic systems well suited for online
corrosion monitoring [4].
Developments are now being made with individual transducers
or transducer arrays that are left in place to provide continuous
monitoring. Permanently attached transducers improve accuracy
by removing errors in relocating a transducer to exactly the same
point with exactly the same couplant thickness. With proper
transducer selection, equipment setup, and controlled temperature
conditions, the accuracy of controlled ultrasonic inspection can
exceed ±0.025 mm in a laboratory setting. Field inspections are
typically to within ±0.1 mm.
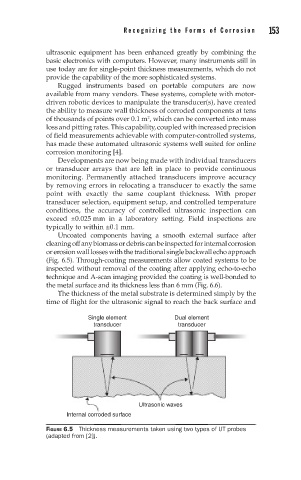
Uncoated components having a smooth external surface after
cleaning off any biomass or debris can be inspected for internal corrosion
or erosion wall losses with the traditional single backwall echo approach
(Fig. 6.5). Through-coating measurements allow coated systems to be
inspected without removal of the coating after applying echo-to-echo
technique and A-scan imaging provided the coating is well-bonded to
the metal surface and its thickness less than 6 mm (Fig. 6.6).
The thickness of the metal substrate is determined simply by the
time of flight for the ultrasonic signal to reach the back surface and
Single element Dual element
transducer transducer
Ultrasonic waves
Internal corroded surface
FIGURE 6.5 Thickness measurements taken using two types of UT probes
(adapted from [2]).