
Page 289 - Engineering Plastics Handbook
P. 289
Liquid Crystal Polymer (LCP) 251
Instability in material feed
Low viscosity Pellet
Screw
Backflow
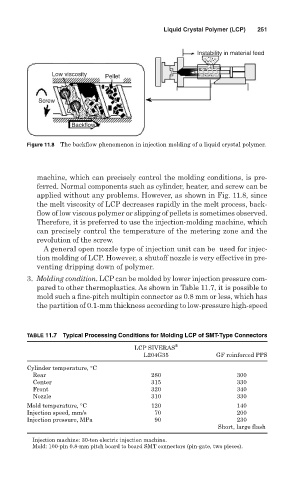
Figure 11.8 The backflow phenomenon in injection molding of a liquid crystal polymer.
machine, which can precisely control the molding conditions, is pre-
ferred. Normal components such as cylinder, heater, and screw can be
applied without any problems. However, as shown in Fig. 11.8, since
the melt viscosity of LCP decreases rapidly in the melt process, back-
flow of low viscous polymer or slipping of pellets is sometimes observed.
Therefore, it is preferred to use the injection-molding machine, which
can precisely control the temperature of the metering zone and the
revolution of the screw.
A general open nozzle type of injection unit can be used for injec-
tion molding of LCP. However, a shutoff nozzle is very effective in pre-
venting dripping down of polymer.
3. Molding condition. LCP can be molded by lower injection pressure com-
pared to other thermoplastics. As shown in Table 11.7, it is possible to
mold such a fine-pitch multipin connector as 0.8 mm or less, which has
the partition of 0.1-mm thickness according to low-pressure high-speed
TABLE 11.7 Typical Processing Conditions for Molding LCP of SMT-Type Connectors
LCP SIVERAS ®
L204G35 GF reinforced PPS
Cylinder temperature, °C
Rear 280 300
Center 315 330
Front 320 340
Nozzle 310 330
Mold temperature, °C 120 140
Injection speed, mm/s 70 200
Injection pressure, MPa 90 230
Short, large flash
Injection machine: 30-ton electric injection machine.
Mold: 100-pin 0.8-mm pitch board to board SMT connectors (pin-gate, two pieces).