
Page 358 - Handbook of Properties of Textile and Technical Fibres
P. 358
Regenerated cellulosic fibers 331
Cellulose
O Mix with NaOH
NaOH + H 2
Xanthation
CS 2
Dissolving
Filtering
Ripening or
aging
H SO ,
4
2
ZnSO , Spinning CS 2 recovery
4
Na SO 4
2
Washing
bleaching
fiber finishing
drying
Fiber
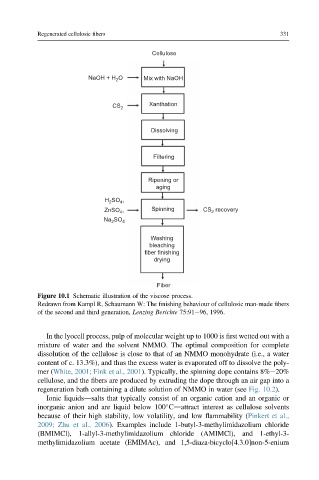
Figure 10.1 Schematic illustration of the viscose process.
Redrawn from Kampl R, Schaumann W: The finishing behaviour of cellulosic man-made fibers
of the second and third generation, Lenzing Berichte 75:91e96, 1996.
In the lyocell process, pulp of molecular weight up to 1000 is first wetted out with a
mixture of water and the solvent NMMO. The optimal composition for complete
dissolution of the cellulose is close to that of an NMMO monohydrate (i.e., a water
content of c. 13.3%), and thus the excess water is evaporated off to dissolve the poly-
mer (White, 2001; Fink et al., 2001). Typically, the spinning dope contains 8%e20%
cellulose, and the fibers are produced by extruding the dope through an air gap into a
regeneration bath containing a dilute solution of NMMO in water (see Fig. 10.2).
Ionic liquidsdsalts that typically consist of an organic cation and an organic or
inorganic anion and are liquid below 100 Cdattract interest as cellulose solvents
because of their high stability, low volatility, and low flammability (Pinkert et al.,
2009; Zhu et al., 2006). Examples include 1-butyl-3-methylimidazolium chloride
(BMIMCl), 1-allyl-3-methylimidazolium chloride (AMIMCl), and 1-ethyl-3-
methylimidazolium acetate (EMIMAc), and 1,5-diaza-bicyclo[4.3.0]non-5-enium