
Page 217 - Handbook of Structural Steel Connection Design and Details
P. 217
Welded Joint Design and Production
202 Chapter Three
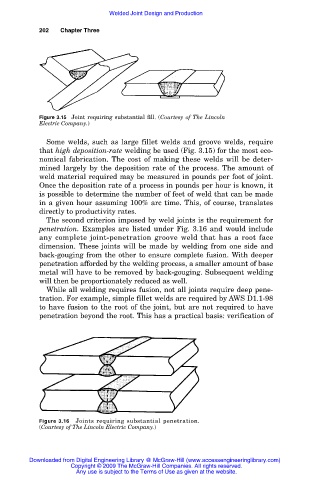
Figure 3.15 Joint requiring substantial fill. (Courtesy of The Lincoln
Electric Company.)
Some welds, such as large fillet welds and groove welds, require
that high deposition-rate welding be used (Fig. 3.15) for the most eco-
nomical fabrication. The cost of making these welds will be deter-
mined largely by the deposition rate of the process. The amount of
weld material required may be measured in pounds per foot of joint.
Once the deposition rate of a process in pounds per hour is known, it
is possible to determine the number of feet of weld that can be made
in a given hour assuming 100% arc time. This, of course, translates
directly to productivity rates.
The second criterion imposed by weld joints is the requirement for
penetration. Examples are listed under Fig. 3.16 and would include
any complete joint-penetration groove weld that has a root face
dimension. These joints will be made by welding from one side and
back-gouging from the other to ensure complete fusion. With deeper
penetration afforded by the welding process, a smaller amount of base
metal will have to be removed by back-gouging. Subsequent welding
will then be proportionately reduced as well.
While all welding requires fusion, not all joints require deep pene-
tration. For example, simple fillet welds are required by AWS D1.1-98
to have fusion to the root of the joint, but are not required to have
penetration beyond the root. This has a practical basis: verification of
Figure 3.16 Joints requiring substantial penetration.
(Courtesy of The Lincoln Electric Company.)
Downloaded from Digital Engineering Library @ McGraw-Hill (www.accessengineeringlibrary.com)
Copyright © 2009 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.