
Page 215 - Handbook of Structural Steel Connection Design and Details
P. 215
Welded Joint Design and Production
200 Chapter Three
against the water-cooled copper shoes. In some cases, steel dams
instead of copper dams are used to retain the puddle. After completion
of the weld, the steel dams stay in place, and become part of the final
product. Slag must be replenished, and additional flux is continuously
added to compensate for the loss.
One aspect of electroslag welding that must be considered is the
very high heat input associated with the process. This causes a large
heat-affected zone (HAZ) that may have a lower notch toughness.
Electroslag welding is different from electroslag, inasmuch as no flux
is used. Electrogas welding is a true arc-welding process and is con-
ceptually more like gas metal arc or flux-cored arc welding. A solid or
tubular electrode is fed into the joint, which is flooded with an inert
gas shield. The arc progresses vertically while the puddle is retained
by the water-cooled dams.
The HAZ performance is dependent not only on the heat input, but
also on the nature of the steel. While all processes develop a heat-
affected zone, the large size of the electroslag heat-affected zone jus-
tifies additional scrutiny. Advances in steel technology have resulted
in improved steels, featuring higher cleanliness and toughness, that
better retain the HAZ properties in ESW/EGW welds.
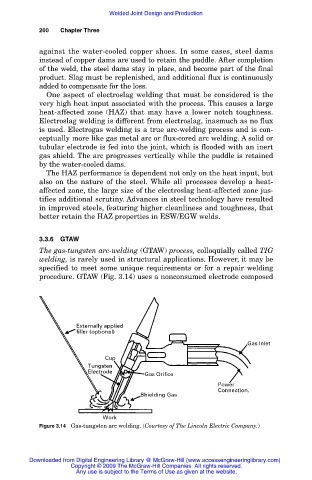
3.3.6 GTAW
The gas-tungsten arc-welding (GTAW) process, colloquially called TIG
welding, is rarely used in structural applications. However, it may be
specified to meet some unique requirements or for a repair welding
procedure. GTAW (Fig. 3.14) uses a nonconsumed electrode composed
Figure 3.14 Gas-tungsten arc welding. (Courtesy of The Lincoln Electric Company.)
Downloaded from Digital Engineering Library @ McGraw-Hill (www.accessengineeringlibrary.com)
Copyright © 2009 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.