
Page 210 - Handbook of Structural Steel Connection Design and Details
P. 210
Welded Joint Design and Production
Welded Joint Design and Production 195
drives, and feeds two electrodes independently. Some applications,
such as the manufacture of line pipe, may use up to five independent
electrodes in a multiple-electrode configuration. AC welding is typi-
cally used for multielectrode welding. If dc current is used, it is limited
usually to the lead electrode to minimize the potentially negative
interaction of magnetic fields between the two electrodes.
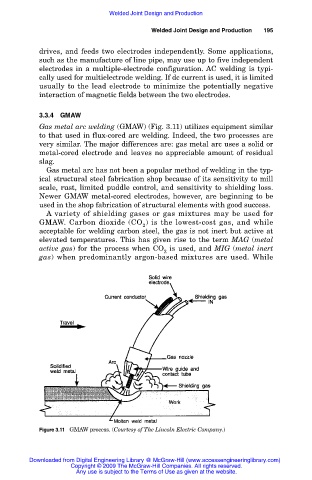
3.3.4 GMAW
Gas metal arc welding (GMAW) (Fig. 3.11) utilizes equipment similar
to that used in flux-cored arc welding. Indeed, the two processes are
very similar. The major differences are: gas metal arc uses a solid or
metal-cored electrode and leaves no appreciable amount of residual
slag.
Gas metal arc has not been a popular method of welding in the typ-
ical structural steel fabrication shop because of its sensitivity to mill
scale, rust, limited puddle control, and sensitivity to shielding loss.
Newer GMAW metal-cored electrodes, however, are beginning to be
used in the shop fabrication of structural elements with good success.
A variety of shielding gases or gas mixtures may be used for
GMAW. Carbon dioxide (CO ) is the lowest-cost gas, and while
2
acceptable for welding carbon steel, the gas is not inert but active at
elevated temperatures. This has given rise to the term MAG (metal
active gas) for the process when CO is used, and MIG (metal inert
2
gas) when predominantly argon-based mixtures are used. While
Figure 3.11 GMAW process. (Courtesy of The Lincoln Electric Company.)
Downloaded from Digital Engineering Library @ McGraw-Hill (www.accessengineeringlibrary.com)
Copyright © 2009 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.