
Page 205 - Handbook of Structural Steel Connection Design and Details
P. 205
Welded Joint Design and Production
190 Chapter Three
Preheat may have to be applied to alleviate transverse cracking.
The preheat will assist in diffusing hydrogen. As preheat is applied, it
will additionally expand the length of the weld joint, allowing the
weld metal and the joint to contract simultaneously, and reducing the
applied stress to the shrinking weld. This is particularly important
when making circumferential welds. When the circumference of the
materials being welded is expanded, the weld metal is free to contract
along with the surrounding base material, reducing the longitudinal
shrinkage stress. Finally, postweld hydrogen-release treatments that
involve holding the steel at 250 to 450°F for extended times will
assist in diffusing any residual hydrogen.
3.3 Welding Processes
A variety of welding processes can be used for fabrication in struc-
tural applications. However, it is important that all parties involved
understand these processes in order to ensure quality and economi-
cal fabrication. A brief description of the major processes is provided
below.
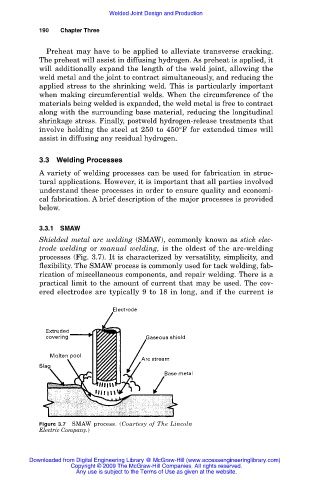
3.3.1 SMAW
Shielded metal arc welding (SMAW), commonly known as stick elec-
trode welding or manual welding, is the oldest of the arc-welding
processes (Fig. 3.7). It is characterized by versatility, simplicity, and
flexibility. The SMAW process is commonly used for tack welding, fab-
rication of miscellaneous components, and repair welding. There is a
practical limit to the amount of current that may be used. The cov-
ered electrodes are typically 9 to 18 in long, and if the current is
Figure 3.7 SMAW process. (Courtesy of The Lincoln
Electric Company.)
Downloaded from Digital Engineering Library @ McGraw-Hill (www.accessengineeringlibrary.com)
Copyright © 2009 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.