
Page 235 - Handbook of Structural Steel Connection Design and Details
P. 235
Welded Joint Design and Production
220 Chapter Three
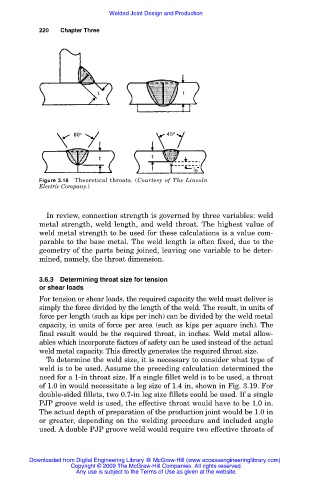
Figure 3.18 Theoretical throats. (Courtesy of The Lincoln
Electric Company.)
In review, connection strength is governed by three variables: weld
metal strength, weld length, and weld throat. The highest value of
weld metal strength to be used for these calculations is a value com-
parable to the base metal. The weld length is often fixed, due to the
geometry of the parts being joined, leaving one variable to be deter-
mined, namely, the throat dimension.
3.6.3 Determining throat size for tension
or shear loads
For tension or shear loads, the required capacity the weld must deliver is
simply the force divided by the length of the weld. The result, in units of
force per length (such as kips per inch) can be divided by the weld metal
capacity, in units of force per area (such as kips per square inch). The
final result would be the required throat, in inches. Weld metal allow-
ables which incorporate factors of safety can be used instead of the actual
weld metal capacity. This directly generates the required throat size.
To determine the weld size, it is necessary to consider what type of
weld is to be used. Assume the preceding calculation determined the
need for a 1-in throat size. If a single fillet weld is to be used, a throat
of 1.0 in would necessitate a leg size of 1.4 in, shown in Fig. 3.19. For
double-sided fillets, two 0.7-in leg size fillets could be used. If a single
PJP groove weld is used, the effective throat would have to be 1.0 in.
The actual depth of preparation of the production joint would be 1.0 in
or greater, depending on the welding procedure and included angle
used. A double PJP groove weld would require two effective throats of
Downloaded from Digital Engineering Library @ McGraw-Hill (www.accessengineeringlibrary.com)
Copyright © 2009 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.