
Page 154 - Injection Molding Advanced Troubleshooting Guide
P. 154
142 16 Blush
16.2 Blush Troubleshooting Chart
Table 16.1 shows the blush troubleshooting chart.
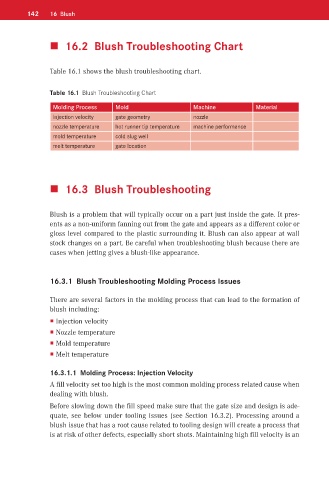
Table 16.1 Blush Troubleshooting Chart
Molding Process Mold Machine Material
injection velocity gate geometry nozzle
nozzle temperature hot runner tip temperature machine performance
mold temperature cold slug well
melt temperature gate location
16.3 Blush Troubleshooting
Blush is a problem that will typically occur on a part just inside the gate. It pres-
ents as a non-uniform fanning out from the gate and appears as a different color or
gloss level compared to the plastic surrounding it. Blush can also appear at wall
stock changes on a part. Be careful when troubleshooting blush because there are
cases when jetting gives a blush-like appearance.
16.3.1 Blush Troubleshooting Molding Process Issues
There are several factors in the molding process that can lead to the formation of
blush including:
Injection velocity
Nozzle temperature
Mold temperature
Melt temperature
16.3.1.1 Molding Process: Injection Velocity
A fill velocity set too high is the most common molding process related cause when
dealing with blush.
Before slowing down the fill speed make sure that the gate size and design is ade-
quate, see below under tooling issues (see Section 16.3.2). Processing around a
blush issue that has a root cause related to tooling design will create a process that
is at risk of other defects, especially short shots. Maintaining high fill velocity is an