
Page 219 - Injection Molding Advanced Troubleshooting Guide
P. 219
210 23 Contamination
23.2 Contamination Troubleshooting Chart
Table 23.1 shows the contamination troubleshooting chart.
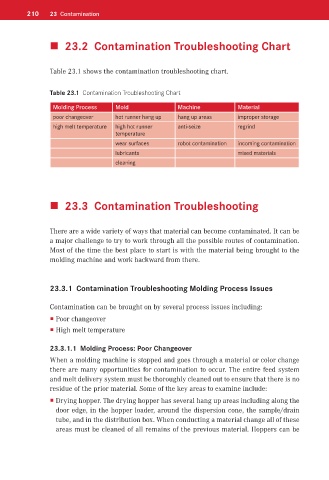
Table 23.1 Contamination Troubleshooting Chart
Molding Process Mold Machine Material
poor changeover hot runner hang up hang up areas improper storage
high melt temperature high hot runner anti-seize regrind
temperature
wear surfaces robot contamination incoming contamination
lubricants mixed materials
cleaning
23.3 Contamination Troubleshooting
There are a wide variety of ways that material can become contaminated. It can be
a major challenge to try to work through all the possible routes of contamination.
Most of the time the best place to start is with the material being brought to the
molding machine and work backward from there.
23.3.1 Contamination Troubleshooting Molding Process Issues
Contamination can be brought on by several process issues including:
Poor changeover
High melt temperature
23.3.1.1 Molding Process: Poor Changeover
When a molding machine is stopped and goes through a material or color change
there are many opportunities for contamination to occur. The entire feed system
and melt delivery system must be thoroughly cleaned out to ensure that there is no
residue of the prior material. Some of the key areas to examine include:
Drying hopper. The drying hopper has several hang up areas including along the
door edge, in the hopper loader, around the dispersion cone, the sample/drain
tube, and in the distribution box. When conducting a material change all of these
areas must be cleaned of all remains of the previous material. Hoppers can be