
Page 223 - Injection Molding Advanced Troubleshooting Guide
P. 223
214 23 Contamination
Wear surfaces to keep an eye on include gibs, wear plates, die locks, cavity locking
angles, and shutoffs. The dust that appears is often an early sign of galling starting
so it is important to address any wear problems when they are detected.
23.3.2.4 Mold: Lubricants
Any of the lubricants used on a mold can lead to contamination of a molded part.
Whether it is grease or oil, when excess lubricants reach the cavity they can con-
taminate the part producing scrap.
A key item to watch for is over-lubricating a mold. Frequently when a mold comes
back from service, all moving components will have too much grease on them.
There can be cases where a mold will bleed grease for hours of molding, producing
nothing but scrap. Work with tooling sources to establish a standard method of
lubricating a mold. It is not as simple as smearing some grease on the pins; grease
should be lightly applied because over-greasing can lead to problems.
It is also important to find lubricants that work best for a given application. There
is a wide variety of lubricants available and some perform better for specific appli-
cations.
23.3.2.5 Mold: Cleaning
Mold cleaning or lack of cleaning can both lead to contamination. For optimized
processing a mold should be kept clean. Molds that are dirty can lead to surface
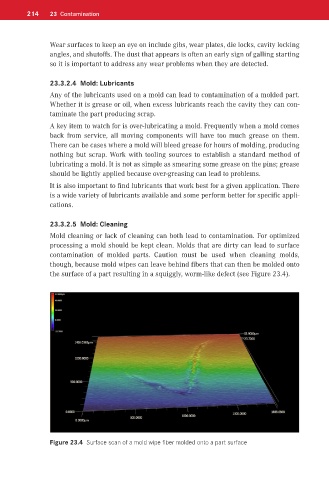
contamination of molded parts. Caution must be used when cleaning molds,
though, because mold wipes can leave behind fibers that can then be molded onto
the surface of a part resulting in a squiggly, worm-like defect (see Figure 23.4).
Figure 23.4 Surface scan of a mold wipe fiber molded onto a part surface