
Page 325 - Injection Molding Advanced Troubleshooting Guide
P. 325
320 33 Gloss Variation
33.2 Gloss Variation Troubleshooting Chart
Table 33.1 shows the gloss variation troubleshooting chart.
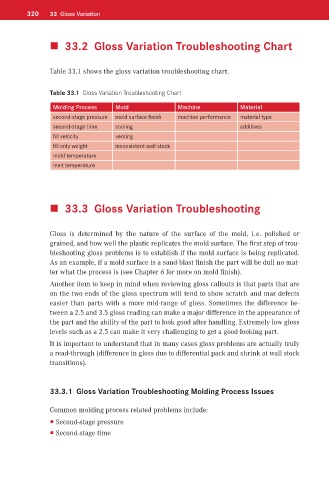
Table 33.1 Gloss Variation Troubleshooting Chart
Molding Process Mold Machine Material
second-stage pressure mold surface finish machine performance material type
second-stage time cooling additives
fill velocity venting
fill only weight inconsistent wall stock
mold temperature
melt temperature
33.3 Gloss Variation Troubleshooting
Gloss is determined by the nature of the surface of the mold, i. e. polished or
grained, and how well the plastic replicates the mold surface. The first step of trou-
bleshooting gloss problems is to establish if the mold surface is being replicated.
As an example, if a mold surface is a sand-blast finish the part will be dull no mat-
ter what the process is (see Chapter 6 for more on mold finish).
Another item to keep in mind when reviewing gloss callouts is that parts that are
on the two ends of the gloss spectrum will tend to show scratch and mar defects
easier than parts with a more mid-range of gloss. Sometimes the difference be-
tween a 2.5 and 3.5 gloss reading can make a major difference in the appearance of
the part and the ability of the part to look good after handling. Extremely low gloss
levels such as a 2.5 can make it very challenging to get a good-looking part.
It is important to understand that in many cases gloss problems are actually truly
a read-through (difference in gloss due to differential pack and shrink at wall stock
transitions).
33.3.1 Gloss Variation Troubleshooting Molding Process Issues
Common molding process related problems include:
Second-stage pressure
Second-stage time