
Page 328 - Injection Molding Advanced Troubleshooting Guide
P. 328
33.3 Gloss Variation Troubleshooting 323
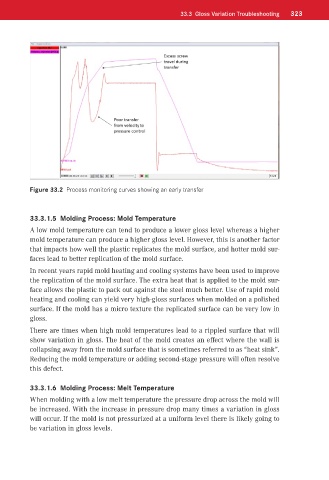
Figure 33.2 Process monitoring curves showing an early transfer
33.3.1.5 Molding Process: Mold Temperature
A low mold temperature can tend to produce a lower gloss level whereas a higher
mold temperature can produce a higher gloss level. However, this is another factor
that impacts how well the plastic replicates the mold surface, and hotter mold sur-
faces lead to better replication of the mold surface.
In recent years rapid mold heating and cooling systems have been used to improve
the replication of the mold surface. The extra heat that is applied to the mold sur-
face allows the plastic to pack out against the steel much better. Use of rapid mold
heating and cooling can yield very high-gloss surfaces when molded on a polished
surface. If the mold has a micro texture the replicated surface can be very low in
gloss.
There are times when high mold temperatures lead to a rippled surface that will
show variation in gloss. The heat of the mold creates an effect where the wall is
collapsing away from the mold surface that is sometimes referred to as “heat sink”.
Reducing the mold temperature or adding second-stage pressure will often resolve
this defect.
33.3.1.6 Molding Process: Melt Temperature
When molding with a low melt temperature the pressure drop across the mold will
be increased. With the increase in pressure drop many times a variation in gloss
will occur. If the mold is not pressurized at a uniform level there is likely going to
be variation in gloss levels.