
Page 331 - Injection Molding Advanced Troubleshooting Guide
P. 331
326 33 Gloss Variation
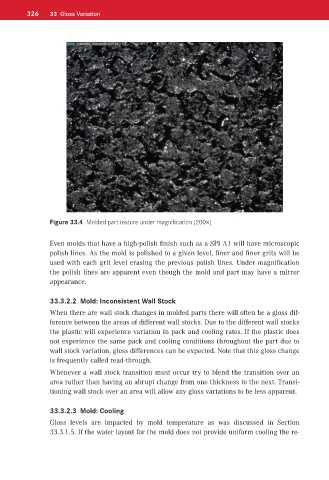
Figure 33.4 Molded part texture under magnification (200×)
Even molds that have a high-polish finish such as a SPI A1 will have microscopic
polish lines. As the mold is polished to a given level, finer and finer grits will be
used with each grit level erasing the previous polish lines. Under magnification
the polish lines are apparent even though the mold and part may have a mirror
appearance.
33.3.2.2 Mold: Inconsistent Wall Stock
When there are wall stock changes in molded parts there will often be a gloss dif-
ference between the areas of different wall stocks. Due to the different wall stocks
the plastic will experience variation in pack and cooling rates. If the plastic does
not experience the same pack and cooling conditions throughout the part due to
wall stock variation, gloss differences can be expected. Note that this gloss change
is frequently called read-through.
Whenever a wall stock transition must occur try to blend the transition over an
area rather than having an abrupt change from one thickness to the next. Transi-
tioning wall stock over an area will allow any gloss variations to be less apparent.
33.3.2.3 Mold: Cooling
Gloss levels are impacted by mold temperature as was discussed in Section
33.3.1.5. If the water layout for the mold does not provide uniform cooling the re-