
Page 265 - Lean six sigma demystified
P. 265
Chapter 7 Redu C ing Va R iation with Six Sigm a 243
Process Capability Indicators Improvement Objective
If Cp is greater than Cpk Center the process
Cp > Cpk
If Cp is approximately equal to Cpk and both are Reduce variation
less than 1.33
Cp = Cpk < 1.33
Root Cause Analysis
Again, you can use the Ishikawa (fishbone) diagram to analyze the root
causes of (1) off-center or (2) excess variation. Remember, common causes
of variation may require systemic changes to achieve your capability goals.
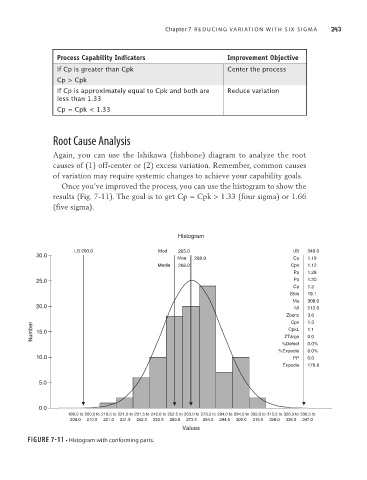
Once you’ve improved the process, you can use the histogram to show the
results (Fig. 7-11). The goal is to get Cp = Cpk > 1.33 (four sigma) or 1.66
(five sigma).
Histogram
LS 200.0 Mod 265.0 US 346.0
30.0
Mea 268.9 Cp 1.19
Media 268.0 Cpk 1.12
Pp 1.28
25.0 Pp 1.20
Cp 1.2
Stde 19.1
Ma 308.0
20.0 Mi 212.0
Zbenc 3.6
1.3
Cpk
Number 15.0 ZTarge 1.1
CpkL
0.0
%Defect 0.0%
%Expecte 0.0%
10.0 PP 0.0
Expecte 176.8
5.0
0.0
189.5 to 200.0 to 210.5 to 221.0 to 231.5 to 242.0 to 252.5 to 263.0 to 273.5 to 284.0 to 294.5 to 305.0 to 315.5 to 326.0 to 336.5 to
200.0 210.5 221.0 231.5 242.0 252.5 263.0 273.5 284.0 294.5 305.0 315.5 326.0 336.5 347.0
Values
FIgure 7-11 • Histogram with conforming parts.