
Page 277 - Manufacturing Engineering and Technology - Kalpakjian, Serope : Schmid, Steven R.
P. 277
256 Chapter 10 Fundamentals of Metal Casting
pieces are cast under the same conditions. What is the differ- temperature. Repeat the analysis for gray cast iron.
ence in the solidification times of the two castings? D l0.47. The constant C in Chvorinov’s rule is given as
I0.4I. A 100-mm thick square plate and a right circular 3 s/mmf and is used to produce a cylindrical casting with a di-
cylinder with a radius of 100 mm and a height of 25 mm have ameter of 50 mm and height of 125 mm. Estimate the time for
the same volume. If each is to be cast with the use of a cylin- the casting to fully solidify. The mold can be broken safely
drical riser, will each part require the same-size riser to ensure when the solidified shell is at least 20 mm. Assuming that the
proper feeding? Explain. cylinder cools evenly, how much time must transpire after
ll l0.42. Assume that the top of a round sprue has a diam- pouring the molten metal before the mold can be broken?
eter of 75 mm and is at a height of 150 mm from the runner. ll |0.48. A sprue is 300 mm long and has a diameter of 125
Based on Eq. (10.5), plot the profile of the sprue diameter as mm at the top. The molten metal level in the pouring basing
a function of its height. Assume that the sprue has a diameter (which is much larger than the top of the sprue) is taken to be
of 6 mm at the bottom. 75 mm from the top of the sprue for design purposes. If a flow
rate of 650 mm3/s is to be achieved, what should be the diam-
|] 10.43. Pure aluminum is poured into a sand mold. The
metal level in the pouring basin is 200 mm above the metal eter at the bottom of the sprue? Will the sprue aspirate?
Explain.
level in the mold, and the runner is circular with a 7.5-mm di-
ameter. What are the velocity and rate of the flow of the I] l0.49. Pure aluminum is poured into a sand mold. The
metal into the mold? Is the flow turbulent or laminar? metal level in the pouring basin is 250 mm above the metal
l0.44. A cylinder with a diameter of 40 mm and height of level in the mold, and the runner is circular with a 10-mm di-
80 mm solidifies in 3 minutes in a sand casting operation. ameter. What are the velocity and rate of the flow of the
What is the solidification time if the cylinder height is dou- metal into the mold? Is the flow turbulent or laminar?
bled? What is the time if the diameter is doubled? ll l0.50. For the sprue described in Problem 10.49, what run-
|]|0.45. The volume flow fate of metal into a mold is ner diameter is needed to ensure a Reynolds number of 2000?
0.02 m3/s. The top of the sprue has a diameter of 20 mm, and How long will a 330 cm3 casting take to fill with such a runner?
its length is 200 mm. What diameter should be specified at ll |0.5l. How long would it take for the sprue in Problem
the bottom of the sprue to prevent aspiration? What is the re- 10.49 to feed a casting with a square cross section of 50 mm
sultant velocity and Reynolds number at the bottom of the per side and a height of 100 mm? Assume that the sprue is fric-
sprue if the metal being cast is aluminum with a viscosity of tionless.
0.004 Ns/mf? l0.52. Assume that you are an instructor covering the topics
10.46. A rectangular mold with dimensions 100 mm >< described in this chapter and you are giving a quiz on the numer-
200 mm >< 400 mm is filled with copper with no superheat. ical aspects to test the understanding of the students. Prepare
Determine the final dimensions of the part as it cools to room two quantitative problems and supply the answers to them.
SYNTHESIS, DESIGN, AND PROIECTS
l0.53. Can you devise fluidity tests other than that shown l0.55. The fluidity test shown in Fig. 10.9 illustrates only
in Fig. 10.9? Explain the features of your test methods. the principle of this test. Design a setup for such a test, show-
ing the type of materials and the equipment to be used.
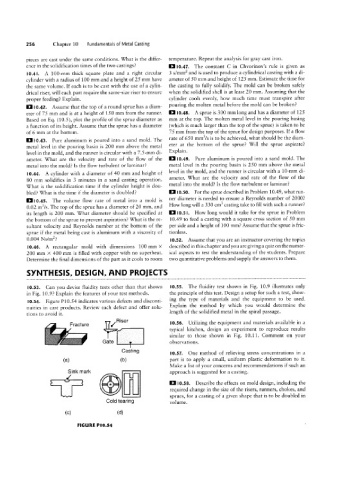
10.54. Figure P10.54 indicates various defects and disconti-
nuities in cast products. Review each defect and offer solu- Explain the method by which you would determine the
tions to avoid it. /Riser length of the solidified metal in the spiral passage.
l0.56.
Utilizing the equipment and materials available in a
Fracture
[fl typical kitchen, design an experiment to reproduce results
similar to those shown in Fig. 10.11. Comment on your
observations.
Casting
l0.57.
One method of relieving stress concentrations in a
(al (D) part is to apply a small, uniform plastic deformation to it.
Make a list of your concerns and recommendations if such an
Sink mark approach is suggested for a casting.
Describe the effects on mold design, including the
|l l0.58.
required change in the size of the risers, runners, chokes, and
sprues, for a casting of a given shape that is to be doubled in
Cold tearing volume.
(C) (dl
FIGURE P|0.54