
Page 146 - 04. Subyek Engineering Materials - Manufacturing, Engineering and Technology SI 6th Edition - Serope Kalpakjian, Stephen Schmid (2009)
P. 146
Section 4.13 Design Considerations for Heat Treating
Induction
Cooling coils /
water Shaqed
`|T'ave|
Slideway to
be surface
Part to hardened
be heated
and quenched
(H) (D) (C)
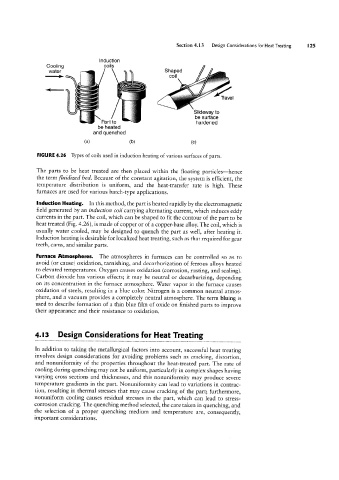
FIGURE 4.26 Types of coils used in induction heating of various surfaces of parts.
The parts to be heat treated are then placed Within the floating particles-hence
the term fiuidizea' bed. Because of the constant agitation, the system is efficient, the
temperature distribution is uniform, and the heat-transfer rate is high. These
furnaces are used for various batch-type applications.
Induction Heating. In this method, the part is heated rapidly by the electromagnetic
field generated by an induction coil carrying alternating current, which induces eddy
currents in the part. The coil, which can be shaped to fit the contour of the part to be
heat treated (Fig. 426), is made of copper or of a copper-base alloy. The coil, which is
usually Water cooled, may be designed to quench the part as Well, after heating it.
Induction heating is desirable for localized heat treating, such as that required for gear
teeth, cams, and similar parts.
Furnace Atmospheres. The atmospheres in furnaces can be controlled so as to
avoid (or cause) oxidation, tarnishing, and decarburization of ferrous alloys heated
to elevated temperatures. Oxygen causes oxidation (corrosion, rusting, and scaling).
Carbon dioxide has various effects; it may be neutral or decarburizing, depending
on its concentration in the furnace atmosphere. Water vapor in the furnace causes
oxidation of steels, resulting in a blue color. Nitrogen is a common neutral atmos-
phere, and a vacuum provides a completely neutral atmosphere. The term bluing is
used to describe formation of a thin blue film of oxide on finished parts to improve
their appearance and their resistance to oxidation.
4.l3 Design Considerations for Heat Treating
In addition to taking the metallurgical factors into account, successful heat treating
involves design considerations for avoiding problems such as cracking, distortion,
and nonuniformity of the properties throughout the heat-treated part. The rate of
cooling during quenching may not be uniform, particularly in complex shapes having
varying cross sections and thicknesses, and this nonuniformity may produce severe
temperature gradients in the part. Nonuniformity can lead to variations in contrac-
tion, resulting in thermal stresses that may cause cracking of the part; furthermore,
nonuniform cooling causes residual stresses in the part, which can lead to stress-
corrosion cracking. The quenching method selected, the care taken in quenching, and
the selection of a proper quenching medium and temperature are, consequently,
important considerations.