
Page 317 - 04. Subyek Engineering Materials - Manufacturing, Engineering and Technology SI 6th Edition - Serope Kalpakjian, Stephen Schmid (2009)
P. 317
296 Chapter 12 Metal Casting: Design, Materials. and Economics
Poor Good Poor Good
Core in Core in
cover half ejector half
all
A
Use radii or fillets to avoid corners Deep cavities should be on one
and provide uniform cross-section. side of the casting where possible.
Poor Good Poor Good
eiialijefe
& Ribs and/or fillets improve bosses.
Wall sections should be uniform.
Good
Poor
Poor
Good
Suggested design modifications to avoid defects in castings. Source: Courtesy
Side cores can be eliminated
Sloping bosses can be designed for
with this hole design.
straight die parting to simplify die design.
FIGURE l2.I
of the American Die Casting Institute.
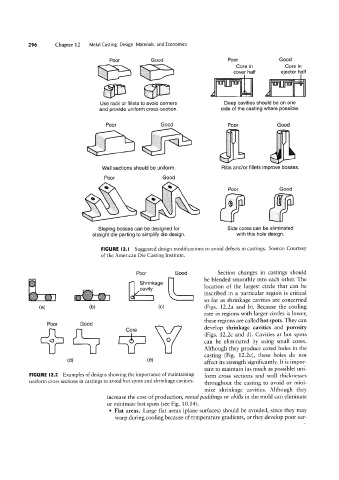
Section changes in castings should
Good
Poor
be blended smoothly into each other. The
Shrinkage
location of the largest circle that can be
cavity
inscribed in a particular region is critical
so far as shrinkage cavities are concerned
(H) (D) (C) (Figs. 12.2a and b). Because the cooling
rate in regions vvith larger circles is lovver,
these regions are called hot spots. They can
Poor Good
Core develop shrinkage cavities and porosity
(Figs. 12.2c and d). Cavities at hot spots
ff? ,)% f{*F§§7 can be eliminated by using small cores.
Although they produce cored holes in the
casting (Fig. 12.2e), these holes do not
affect its strength significantly. It is impor-
tant to maintain (as much as possible) uni-
FIGURE l2.2 Examples of designs showing the importance of maintaining form cross sections and wall thicknesses
uniform cross sections in castings to avoid hot spots and shrinkage cavities. throughout the casting to avoid or mini-
mize shrinkage cavities. Although they
increase the cost of production, metal paddings or chills in the mold can eliminate
or minimize hot spots (see Fig. 1014).
° Flat areas. Large flat areas (plane surfaces) should be avoided, since they may
Warp during cooling because of temperature gradients, or they develop poor sur-