
Page 313 - 04. Subyek Engineering Materials - Manufacturing, Engineering and Technology SI 6th Edition - Serope Kalpakjian, Stephen Schmid (2009)
P. 313
292 Chapter 11 Metal-Casting Processes and Equipment
QUANTITATIVE PROBLEMS
I.39. Estimate the clamping force for a die-casting machine I I.4|. Repeat Problem 11.40, but assume that the aluminum
in which the casting is rectangular with projected dimensions spool is to be cast by expendable-pattern casting. Explain the
of 100 mm >< 175 mm. Would your answer depend on important differences between the two patterns.
whether it is a hot-chamber or cold-chamber process? II.42. In sand casting, it is important that the cope-mold
Explain. half be weighted down with sufficient force to keep it from
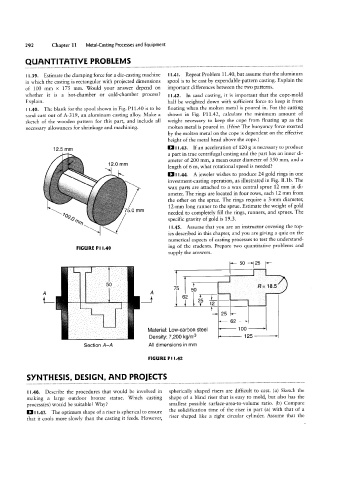
I I.40. The blank for the spool shown in Fig. P11.40 is to be floating when the molten metal is poured in. For the casting
sand cast out of A-319, an aluminum casting alloy. Make a shown in Fig. P11.42, calculate the minimum amount of
sketch of the wooden pattern for this part, and include all weight necessary to keep the cope from floating up as the
necessary allowances for shrinkage and machining. molten metal is poured in. (Hint: The buoyancy force exerted
by the molten metal on the cope is dependent on the effective
height of the metal head above the cope.)
12.5 mm II I I.43. If an acceleration of 120 g is necessary to produce
a part in true centrifugal casting and the part has an inner di-
ameter of 200 mm, a mean outer diameter of 350 mm, and a
120mm
length of 6 m, what rotational speed is needed?
III I.44. A jeweler wishes to produce 24 gold rings in one
investment-casting operation, as illustrated in Fig. II.1b. The
wax parts are attached to a wax central sprue 12 mm in di-
ameter. The rings are located in four rows, each 12 mm from
the other on the sprue. The rings require a 3-mm diameter,
12-mm long runner to the sprue. Estimate the weight of gold
iifi
mm
needed to completely fill the rings, runners, and sprues. The
specific gravity of gold is 19.3.
I |.45. Assume that you are an instructor covering the top-
ics described in this chapter, and you are giving a quiz on the
l 2i5
numerical aspects of casting processes to test the understand-
FIGURE Pl l.40 ing of the students. Prepare two quantitative problems and
supply the answers. [4-50 ->=25|{-
cccc TT"
..
-_‘_ l 62
l
1-.` i,t_ -'-'
-"_
,~>_ .-»_a
"'_- .__‘ __,,,-_ i»'_- _ i 25
-"- f. 62 -l
'»`.-` '-‘-‘.' '»`. |\/Iateriai: Low-carbon steel 100 125
`~_~ ,~",-.1 Q1 '.-' gj '»_"ff
,~l',~,1`
,`~_V',.“
Density: 7,200 kg/m3
Section A-A All dimensions in mm
FIGURE Pl l.42
SYNTHESIS, DESIGN, AND PROIECTS
II.46. Describe the procedures that would be involved in spherically shaped risers are difficult to cast. (a) Sketch the
making a large outdoor bronze statue. Which casting shape of a blind riser that is easy to mold, but also has the
process(es) would be suitable? Why? smallest possible surface-area-to-volume ratio. (b) Compare
D I.47. The optimum shape of a riser is spherical to ensure the solidification time of the riser in part (a) with that of a
I
that it cools more slowly than the casting it feeds. However, riser shaped like a right circular cylinder. Assume that the