
Page 188 - Materials Chemistry, Second Edition
P. 188
175
3.1. Mining and Processing of Metals
this process is also useful to produce powders of difficult compositions. For instance,
copper–lead powders may not be formed through simple precipitation from liquid
solutions. Upon solidification, the lead will preferentially precipitate, resulting in a
copper-rich metallic powder. By comparison, atomization of a Cu/Pb molten
solution results in a copper powder containing a very fine and uniform distribution
of lead inclusions within each particulate.
For powder metallurgy, the density of the powder strongly influences the strength
of the material obtained from compaction. As one would expect, the density of the
powder depends on both the shape and porosity of individual micron-sized particu-
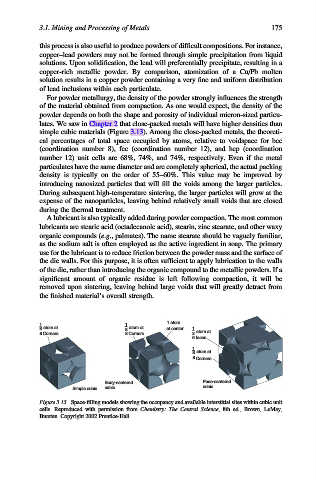
lates. We saw in Chapter 2 that close-packed metals will have higher densities than
simple cubic materials (Figure 3.13). Among the close-packed metals, the theoreti-
cal percentages of total space occupied by atoms, relative to voidspace for bcc
(coordination number 8), fcc (coordination number 12), and hcp (coordination
number 12) unit cells are 68%, 74%, and 74%, respectively. Even if the metal
particulates have the same diameter and are completely spherical, the actual packing
density is typically on the order of 55–60%. This value may be improved by
introducing nanosized particles that will fill the voids among the larger particles.
During subsequent high-temperature sintering, the larger particles will grow at the
expense of the nanoparticles, leaving behind relatively small voids that are closed
during the thermal treatment.
A lubricant is also typically added during powder compaction. The most common
lubricants are stearic acid (octadecanoic acid), stearin, zinc stearate, and other waxy
organic compounds (e.g., palmates). The name stearate should be vaguely familiar,
as the sodium salt is often employed as the active ingredient in soap. The primary
use for the lubricant is to reduce friction between the powder mass and the surface of
the die walls. For this purpose, it is often sufficient to apply lubrication to the walls
of the die, rather than introducing the organic compound to the metallic powders. If a
significant amount of organic residue is left following compaction, it will be
removed upon sintering, leaving behind large voids that will greatly detract from
the finished material’s overall strength.
1 atom
1 1
8 atom at 8 atom at at center 1
8 Corners 8 Corners 2 atom at
6 faces
1
8 atom at
8 Corners
Body-centered Face-centered
Simple cubic cubic cubic
Figure 3.13. Space-filling models showing the occupancy and available interstitial sites within cubic unit
cells. Reproduced with permission from Chemistry: The Central Science, 8th ed., Brown, LeMay,
Bursten. Copyright 2002 Prentice-Hall.