
Page 202 - New Trends In Coal Conversion
P. 202
Technologies for control of sulfur and nitrogen compounds and particulates 165
compounds. Halogens are converted into their acids. Coal also contains other reactive
or easily vaporized elements such as beryllium, arsenic, selenium, cadmium, mercury,
and lead (Benson et al., 1995).
The primary objective of gas cleaning in combined-cycle systems is to protect the
gas turbine from deposition, erosion, and corrosion by impurities such as particulates,
alkali metals (sodium and potassium), and heavy trace metals (such as lead and vana-
dium). The acceptable limit for particulate entering a gas turbine is significantly lower
than current emission standards (typically by a factor of 10 or more), with additional
concentration limits set for particles greater than 2 mm. The secondary objective is to
ensure that existing environmental emission requirements are met, particularly for N, S
compounds and particulates (McConville, 1997).
6.3.1 Conventional gas cleaning in IGCC
The main components of IGCC are coal gasification, raw gas cooling, syngas cleaning,
and power generation block. IGCC systems that use coal as fuel incorporate high-
temperature gasification systems (between 1300 and 1400 C) to favor the conversion
to syngas. Before its cleaning, the raw gas is cooled to around 200e250 C
(Wolfersdorf and Meyer, 2017; Kosstrin, 2017). Depending on the particle removal
system, there are two main alternatives with respect to the first stage of the syngas
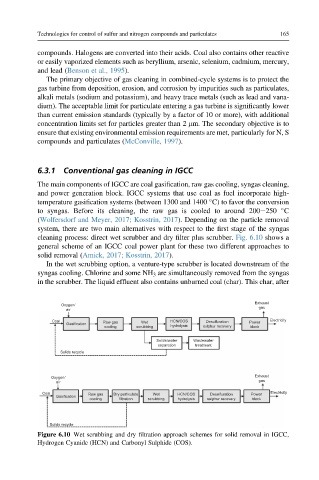
cleaning process: direct wet scrubber and dry filter plus scrubber. Fig. 6.10 shows a
general scheme of an IGCC coal power plant for these two different approaches to
solid removal (Amick, 2017; Kosstrin, 2017).
In the wet scrubbing option, a venture-type scrubber is located downstream of the
syngas cooling. Chlorine and some NH 3 are simultaneously removed from the syngas
in the scrubber. The liquid effluent also contains unburned coal (char). This char, after
Exhaust
Oxygen/ gas
air
Coal Raw gas Wet HCN/COS Desulfuration Power Electricity
Gasification
cooling scrubbing hydrolysis sulphur recovery block
Solids/water Wastewater
separation treatment
Solids recycle
Exhaust
Oxygen/
air gas
Coal Raw gas Dry particulate Wet HCN/COS Desulfuration Power Electricity
Gasification
cooling filtration scrubbing hydrolysis sulphur recovery block
Solids recycle
Figure 6.10 Wet scrubbing and dry filtration approach schemes for solid removal in IGCC,
Hydrogen Cyanide (HCN) and Carbonyl Sulphide (COS).