
Page 403 - Pipelines and Risers
P. 403
370 Chapter I9
1500
1400
1300
1200
1100
3
;loo0
In
s 900
800
500
60 65
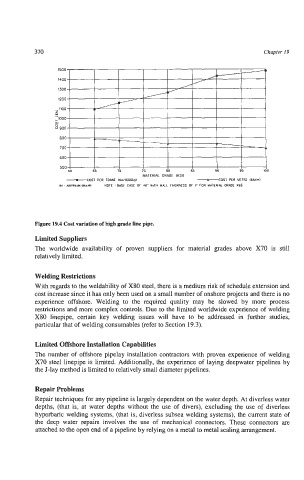
MATERIAL GRADE IKSI)
U O S T PER TONNE (SA/lOOOkql U O S T PER METRE ISAlml
CIA. YJIINLUN WLkY(I NOTE :BASE CASE OF 46 WITH WALL THICKNESS OF 1* FOR MATERILL GRME X65
Figure 19.4 Cost variation of high grade line pipe.
Limited Suppliers
The worldwide availability of proven suppliers for material grades above X70 is still
relatively limited.
Welding Restrictions
With regards to the weldability of X80 steel, there is a medium risk of schedule extension and
cost increase since it has only been used on a small number of onshore projects and there is no
experience offshore. Welding to the required quality may be slowed by more process
restrictions and more complex controls. Due to the limited worldwide experience of welding
X80 linepipe, certain key welding issues will have to be addressed in further studies,
particular that of welding consumables (refer to Section 19.3).
Limited Offshore Installation Capabilities
The number of offshore pipelay installation contractors with proven experience of welding
X70 steel linepipe is limited. Additionally, the experience of laying deepwater pipelines by
the J-lay method is limited to relatively small diameter pipelines.
Repair Problems
Repair techniques for any pipeline is largely dependent on the water depth. At diverless water
depths, (that is, at water depths without the use of divers), excluding the use of diverless
hyperbaric welding systems, (that is, diverless subsea welding systems), the current state of
the deep water repairs involves the use of mechanical connectors. These connectors are
attached to the open end of a pipeline by relying on a metal to metal sealing arrangement.