
Page 314 - Sustainability in the Process Industry Integration and Optimization
P. 314
T y p i c a l P i t f a l l s a n d How t o Avo i d T h e m 291
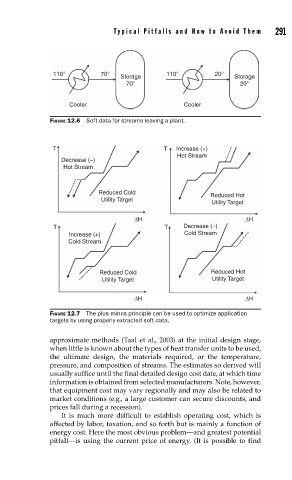
110° 70° 110° 20°
Storage Storage
70° 20°
Cooler Cooler
FIGURE 12.6 Soft data for streams leaving a plant.
T T Increase (+)
Hot Stream
Decrease (–)
Hot Stream
Reduced Cold Reduced Hot
Utility Target
Utility Target
ΔH ΔH
T T Decrease (–)
Increase (+) Cold Stream
Cold Stream
Reduced Cold Reduced Hot
Utility Target Utility Target
ΔH ΔH
FIGURE 12.7 The plus-minus principle can be used to optimize application
targets by using properly extracted soft data.
approximate methods (Taal et al., 2003) at the initial design stage,
when little is known about the types of heat transfer units to be used,
the ultimate design, the materials required, or the temperature,
pressure, and composition of streams. The estimates so derived will
usually suffice until the final detailed design cost date, at which time
information is obtained from selected manufacturers. Note, however,
that equipment cost may vary regionally and may also be related to
market conditions (e.g., a large customer can secure discounts, and
prices fall during a recession).
It is much more difficult to establish operating cost, which is
affected by labor, taxation, and so forth but is mainly a function of
energy cost. Here the most obvious problem—and greatest potential
pitfall—is using the current price of energy. (It is possible to find