
Page 199 - Materials Chemistry, Second Edition
P. 199
Ch005-P373623.qxd 3/22/07 5:34 PM Page 178
Sustainable Industrial Design and Waste Management
178
Screen Secondary Primary Waste glass
and grinding grinding 5–20 mm
classify 75–150 m 1–3 mm
Store
Heat and
Weigh Mix Anneal Cut and size
foam
Foaming
agent
75–150 m
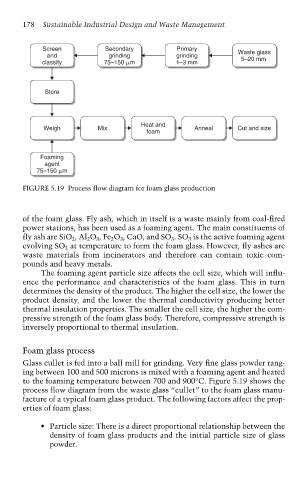
FIGURE 5.19 Process flow diagram for foam glass production
of the foam glass. Fly ash, which in itself is a waste mainly from coal-fired
power stations, has been used as a foaming agent. The main constituents of
fly ash are SiO , Al O , Fe O , CaO, and SO . SO is the active foaming agent
2
2
3
3
3
2
3
evolving SO at temperature to form the foam glass. However, fly ashes are
2
waste materials from incinerators and therefore can contain toxic com-
pounds and heavy metals.
The foaming agent particle size affects the cell size, which will influ-
ence the performance and characteristics of the foam glass. This in turn
determines the density of the product. The higher the cell size, the lower the
product density, and the lower the thermal conductivity producing better
thermal insulation properties. The smaller the cell size, the higher the com-
pressive strength of the foam glass body. Therefore, compressive strength is
inversely proportional to thermal insulation.
Foam glass process
Glass cullet is fed into a ball mill for grinding. Very fine glass powder rang-
ing between 100 and 500 microns is mixed with a foaming agent and heated
to the foaming temperature between 700 and 900°C. Figure 5.19 shows the
process flow diagram from the waste glass “cullet” to the foam glass manu-
facture of a typical foam glass product. The following factors affect the prop-
erties of foam glass:
• Particle size: There is a direct proportional relationship between the
density of foam glass products and the initial particle size of glass
powder.