
Page 70 - Materials Chemistry, Second Edition
P. 70
Ch002-P373623.qxd 3/22/07 5:27 PM Page 51
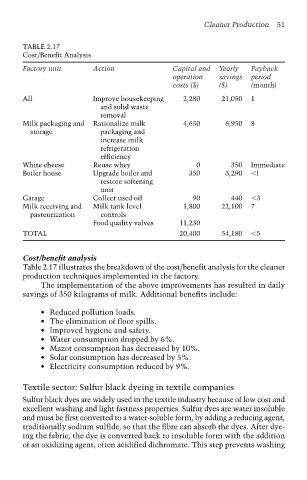
TABLE 2.17 Cleaner Production 51
Cost/Benefit Analysis
Factory unit Action Capital and Yearly Payback
operation savings period
costs ($) ($) (month)
All Improve housekeeping 2,280 21,050 1
and solid waste
removal
Milk packaging and Rationalize milk 4,650 6,950 8
storage packaging and
increase milk
refrigeration
efficiency
White cheese Reuse whey 0 350 Immediate
Boiler house Upgrade boiler and 350 3,290 1
restore softening
unit
Garage Collect used oil 90 440 3
Milk receiving and Milk tank level 1,800 22,100 7
pasteurization controls
Food quality valves 11,230
TOTAL 20,400 54,180 5
Cost/benefit analysis
Table 2.17 illustrates the breakdown of the cost/benefit analysis for the cleaner
production techniques implemented in the factory.
The implementation of the above improvements has resulted in daily
savings of 350 kilograms of milk. Additional benefits include:
• Reduced pollution loads.
• The elimination of floor spills.
• Improved hygiene and safety.
• Water consumption dropped by 6%.
• Mazot consumption has decreased by 10%.
• Solar consumption has decreased by 5%.
• Electricity consumption reduced by 9%.
Textile sector: Sulfur black dyeing in textile companies
Sulfur black dyes are widely used in the textile industry because of low cost and
excellent washing and light fastness properties. Sulfur dyes are water insoluble
and must be first converted to a water-soluble form, by adding a reducing agent,
traditionally sodium sulfide, so that the fibre can absorb the dyes. After dye-
ing the fabric, the dye is converted back to insoluble form with the addition
of an oxidizing agent, often acidified dichromate. This step prevents washing