
Page 73 - Materials Chemistry, Second Edition
P. 73
Ch002-P373623.qxd 3/22/07 5:27 PM Page 54
Sustainable Industrial Design and Waste Management
54
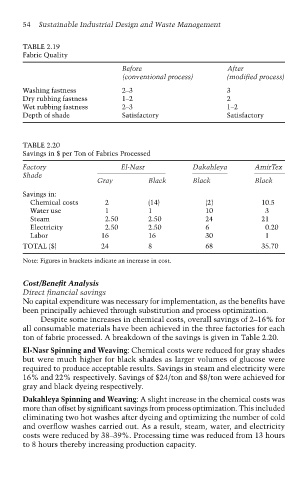
TABLE 2.19
Fabric Quality
Before After
(conventional process) (modified process)
Washing fastness 2–3 3
Dry rubbing fastness 1–2 2
Wet rubbing fastness 2–3 1–2
Depth of shade Satisfactory Satisfactory
TABLE 2.20
Savings in $ per Ton of Fabrics Processed
Factory El-Nasr Dakahleya AmirTex
Shade
Gray Black Black Black
Savings in:
Chemical costs 2 (14) (2) 10.5
Water use 1 1 10 3
Steam 2.50 2.50 24 21
Electricity 2.50 2.50 6 0.20
Labor 16 16 30 1
TOTAL ($) 24 8 68 35.70
Note: Figures in brackets indicate an increase in cost.
Cost/Benefit Analysis
Direct financial savings
No capital expenditure was necessary for implementation, as the benefits have
been principally achieved through substitution and process optimization.
Despite some increases in chemical costs, overall savings of 2–16% for
all consumable materials have been achieved in the three factories for each
ton of fabric processed. A breakdown of the savings is given in Table 2.20.
El-Nasr Spinning and Weaving: Chemical costs were reduced for gray shades
but were much higher for black shades as larger volumes of glucose were
required to produce acceptable results. Savings in steam and electricity were
16% and 22% respectively. Savings of $24/ton and $8/ton were achieved for
gray and black dyeing respectively.
Dakahleya Spinning and Weaving: A slight increase in the chemical costs was
more than offset by significant savings from process optimization. This included
eliminating two hot washes after dyeing and optimizing the number of cold
and overflow washes carried out. As a result, steam, water, and electricity
costs were reduced by 38–39%. Processing time was reduced from 13 hours
to 8 hours thereby increasing production capacity.