
Page 115 - The Toyota Way Fieldbook
P. 115
92 THE TOYOTA WAY FIELDBOOK
Case Study: The Danger of Single-Piece Flow for Short
Cycle-Time Jobs
The move to making material flow from traditional “batch and queue”
methods has become somewhat of a fad. As with most fads, they can be
taken to an extreme, and negative consequences ensue. The single-piece
flow “fad” has, in many cases created reduced performance results.
Single-piece flow may not be the most efficient method for short cycle-
time operations (30 seconds or less).
A kaizen workshop was held with the objective of establishing single-
piece flow capability in the assembly operation. The product was an
assembled fitting requiring 13 seconds to complete. The takt time was
determined to be 5 seconds, based on the customer demand. The
work was divided among three operators, and a work cell (another
fad) was created to facilitate the passing of product between operators,
which is necessary for flow.
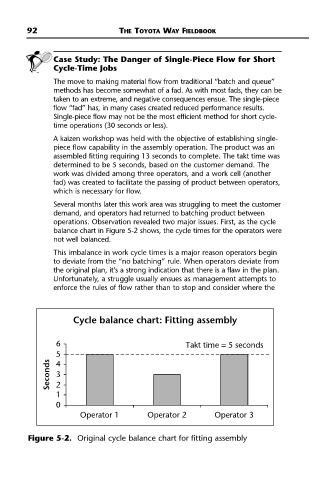
Several months later this work area was struggling to meet the customer
demand, and operators had returned to batching product between
operations. Observation revealed two major issues. First, as the cycle
balance chart in Figure 5-2 shows, the cycle times for the operators were
not well balanced.
This imbalance in work cycle times is a major reason operators begin
to deviate from the “no batching” rule. When operators deviate from
the original plan, it’s a strong indication that there is a flaw in the plan.
Unfortunately, a struggle usually ensues as management attempts to
enforce the rules of flow rather than to stop and consider where the
Cycle balance chart: Fitting assembly
6 Takt time = 5 seconds
5
Seconds 3
4
2
1
0
Operator 1 Operator 2 Operator 3
Figure 5-2. Original cycle balance chart for fitting assembly