
Page 111 - The Toyota Way Fieldbook
P. 111
88 THE TOYOTA WAY FIELDBOOK
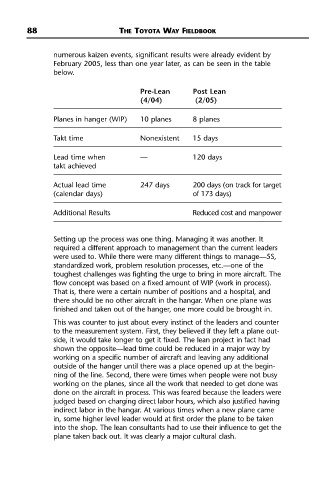
numerous kaizen events, significant results were already evident by
February 2005, less than one year later, as can be seen in the table
below.
Pre-Lean Post Lean
(4/04) (2/05)
Planes in hanger (WIP) 10 planes 8 planes
Takt time Nonexistent 15 days
Lead time when — 120 days
takt achieved
Actual lead time 247 days 200 days (on track for target
(calendar days) of 173 days)
Additional Results Reduced cost and manpower
Setting up the process was one thing. Managing it was another. It
required a different approach to management than the current leaders
were used to. While there were many different things to manage—5S,
standardized work, problem resolution processes, etc.—one of the
toughest challenges was fighting the urge to bring in more aircraft. The
flow concept was based on a fixed amount of WIP (work in process).
That is, there were a certain number of positions and a hospital, and
there should be no other aircraft in the hangar. When one plane was
finished and taken out of the hanger, one more could be brought in.
This was counter to just about every instinct of the leaders and counter
to the measurement system. First, they believed if they left a plane out-
side, it would take longer to get it fixed. The lean project in fact had
shown the opposite—lead time could be reduced in a major way by
working on a specific number of aircraft and leaving any additional
outside of the hanger until there was a place opened up at the begin-
ning of the line. Second, there were times when people were not busy
working on the planes, since all the work that needed to get done was
done on the aircraft in process. This was feared because the leaders were
judged based on charging direct labor hours, which also justified having
indirect labor in the hangar. At various times when a new plane came
in, some higher level leader would at first order the plane to be taken
into the shop. The lean consultants had to use their influence to get the
plane taken back out. It was clearly a major cultural clash.