
Page 200 - Welding of Aluminium and its Alloys
P. 200
Welding procedure and welder approval 183
TWI ALWELD SERVICES LTD
Granta Park, Great Abington, Cambridge, CB1 6AL
EN288 – Manufacturer’s Welding Procedure Specification (WPS)
Weldspec for Windows
Manufacturer’s WPS number 036/AL /82/PL Rev. 02 Examiner or examining body TWI
WPAR number 005/AL /82/PL Rev. 0 Method of preparation and IN ACCORDANCE WITH CLEANING
Location WORKS cleaning PROCEDURE CP015/AL
Manufacturer ALWELD SERVICES LTD
Main welding process 131-MIG Parent metal AIMg4, 5mNo.7
Root welding process 131-MIG Specification BS EN 573 PI2 AW5083
Joint type Butt-plate ss mb Composition
Welding position FLAT (PA) Material thickness (mm) From 12 To 25
Outside diameter (mm) From >500 To
Welding preparation details (sketch)*
Joint design Welding sequence
70–75
degs
7
6
3 to 6 mm pass sequence
12 mm 12 mm 5 indicative only
to to 2 4
25 mm 25 mm 3
1.5 mm max 1
backing strip 35 mm ¥ 10 mm thick
Welding details
Size of filler Type of current/ Wire feed Run-out length or
Run Process metal Current Voltage polarity speed travel speed* Heat input*
(mm) (Amps) (volts) (m/min) (mm) or (mm/min) (KJ/mm)
1 to FILL 131 MIG 1.6 325 TO 375 26 TO 31 DC + ve 400 TO 450
Welding details
Filler metal trade name METRODE ER5556
Filler metal classification BS 2901 Pt 4 5556A
Baking or drying instructions NA
Gas or flux type: Shielding: 99.995% PURE ARGON (DEW POINT < – 40C)
Backing: NA
Gas flow rate: (l/min) Shielding: 26
(l/min) Backing: NA
Tungsten electrode type/size (mm) NA
Details of back gouging/backing A5083 BACKING STRIP 35 MM ¥ 10 MM THICK
Preheat temperature (°C) 10 MIN
Interpass temperature (°C) 200 MAX
Post weld heat treatment and/or ageing NA
Time, temperature, method (mins, °C) NA
Heating and cooling rates* (°C/min) NA
Other information*
Weaving (maximum width of run) (mm) 15
Oscillation: amplitude, frequency, dwell time NA
Pulse welding details NA
Distance contact tube/work piece (mm) NA
Plasma welding details NA
Torch angle (deg.) NA
Notes
*If required
Manufacturer Examiner or examining body
Name Signature Name Signature
ALWELD SERVICES LTD TWI
Date Date
03/Jan/2002 08/Jan/2002
Weldspec 4.01.161 (c) Copyright 2002 C-spec/TWI Software. All rights reserved worldwide.
Catalog n° WPS00019 Page 1 of 1
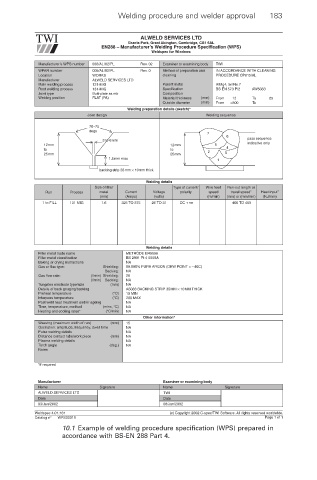
10.1 Example of welding procedure specification (WPS) prepared in
accordance with BS-EN 288 Part 4.