
Page 213 - Welding of Aluminium and its Alloys
P. 213
196 The welding of aluminium and its alloys
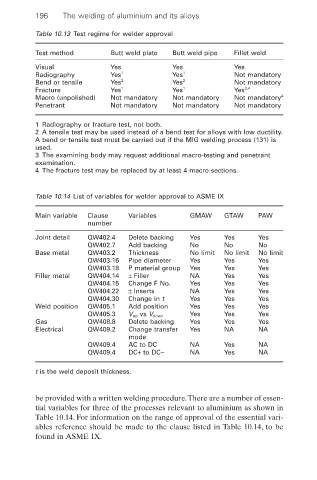
Table 10.13 Test regime for welder approval
Test method Butt weld plate Butt weld pipe Fillet weld
Visual Yes Yes Yes
Radiography Yes 1 Yes 1 Not mandatory
Bend or tensile Yes 2 Yes 2 Not mandatory
Fracture Yes 1 Yes 1 Yes 3,4
Macro (unpolished) Not mandatory Not mandatory Not mandatory 4
Penetrant Not mandatory Not mandatory Not mandatory
1 Radiography or fracture test, not both.
2 A tensile test may be used instead of a bend test for alloys with low ductility.
A bend or tensile test must be carried out if the MIG welding process (131) is
used.
3 The examining body may request additional macro-testing and penetrant
examination.
4 The fracture test may be replaced by at least 4 macro-sections.
Table 10.14 List of variables for welder approval to ASME IX
Main variable Clause Variables GMAW GTAW PAW
number
Joint detail QW402.4 Delete backing Yes Yes Yes
QW402.7 Add backing No No No
Base metal QW403.2 Thickness No limit No limit No limit
QW403.16 Pipe diameter Yes Yes Yes
QW403.18 P material group Yes Yes Yes
Filler metal QW404.14 ± Filler NA Yes Yes
QW404.15 Change F No. Yes Yes Yes
QW404.22 ± Inserts NA Yes Yes
QW404.30 Change in t Yes Yes Yes
Weld position QW405.1 Add position Yes Yes Yes
QW405.3 V up vs V down Yes Yes Yes
Gas QW408.8 Delete backing Yes Yes Yes
Electrical QW409.2 Change transfer Yes NA NA
mode
QW409.4 AC to DC NA Yes NA
QW409.4 DC+ to DC- NA Yes NA
t is the weld deposit thickness.
be provided with a written welding procedure.There are a number of essen-
tial variables for three of the processes relevant to aluminium as shown in
Table 10.14. For information on the range of approval of the essential vari-
ables reference should be made to the clause listed in Table 10.14, to be
found in ASME IX.