
Page 52 - 3D Fibre Reinforced Polymer Composites
P. 52
Manufacture of 30 Fibre Preforms 41
project has developed a 28 metre long stitching machine with the aim to manufacture
impact-tolerant composite aircraft wing components that are 25% lighter and 20%
cheaper than equivalent aluminium parts. Parts have already been manufactured with
this equipment and tested successfully (Phillips, 2000), however the capital costs
involved in a stitching machine with these capabilities would be beyond the scope of
most composite manufacturers. More recently, machinery advancement has
concentrated upon the development of computer-controlled robotic stitching heads that
are capable of stitching across a complex, curved surface (Wittig, 2000; Klopp et al.,
2000). This equipment is also capable of stitching from one side only (see Figure 2.32),
which allows (if required) the stitching step to be done directly on the preform as it sits
on the tool surface, an advantage over more common machines which need access to
both sides of the preform during the stitching process.
Needle Thread
\
Bobbin Thread
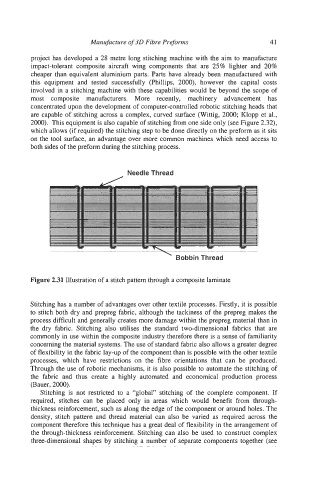
Figure 2.31 Illustration of a stitch pattern through a composite laminate
Stitching has a number of advantages over other textile processes. Firstly, it is possible
to stitch both dry and prepreg fabric, although the tackiness of the prepreg makes the
process difficult and generally creates more damage within the prepreg material than in
the dry fabric. Stitching also utilises the standard two-dimensional fabrics that are
commonly in use within the composite industry therefore there is a sense of familiarity
concerning the material systems. The use of standard fabric also allows a greater degree
of flexibility in the fabric lay-up of the component than is possible with the other textile
processes, which have restrictions on the fibre orientations that can be produced.
Through the use of robotic mechanisms, it is also possible to automate the stitching of
the fabric and thus create a highly automated and economical production process
(Bauer, 2000).
Stitching is not restricted to a “global” stitching of the complete component. If
required, stitches can be placed only in areas which would benefit from through-
thickness reinforcement, such as along the edge of the component or around holes. The
density, stitch pattern and thread material can also be varied as required across the
component therefore this technique has a great deal of flexibility in the arrangement of
the through-thickness reinforcement. Stitching can also be used to construct complex
three-dimensional shapes by stitching a number of separate components together (see