
Page 69 - Quick Guide to Welding and Weld Inspection by S.E. Hughes, Clifford Matthews
P. 69
A Quick Guide to Welding and Weld Inspection
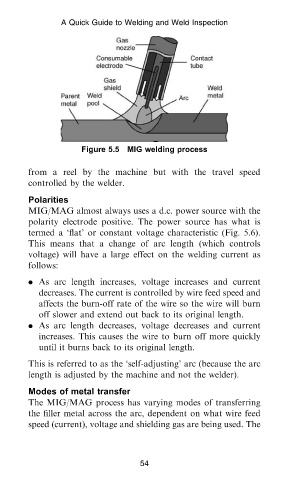
Figure 5.5 MIG welding process
from a reel by the machine but with the travel speed
controlled by the welder.
Polarities
MIG/MAG almost always uses a d.c. power source with the
polarity electrode positive. The power source has what is
termed a ‘flat’ or constant voltage characteristic (Fig. 5.6).
This means that a change of arc length (which controls
voltage) will have a large effect on the welding current as
follows:
. As arc length increases, voltage increases and current
decreases. The current is controlled by wire feed speed and
affects the burn-off rate of the wire so the wire will burn
off slower and extend out back to its original length.
. As arc length decreases, voltage decreases and current
increases. This causes the wire to burn off more quickly
until it burns back to its original length.
This is referred to as the ‘self-adjusting’ arc (because the arc
length is adjusted by the machine and not the welder).
Modes of metal transfer
The MIG/MAG process has varying modes of transferring
the filler metal across the arc, dependent on what wire feed
speed (current), voltage and shielding gas are being used. The
54
Woodhead Publishing Ltd – A Quick Guide to Welding and Weld Inspection
Data Standards Ltd, Frome, Somerset – 17/9/200905QG Welding chap5.3d Page 54 of 66