
Page 70 - Quick Guide to Welding and Weld Inspection by S.E. Hughes, Clifford Matthews
P. 70
Welding Processes
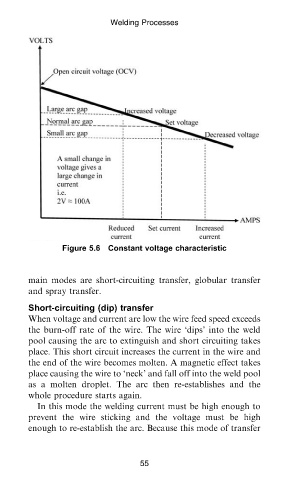
Figure 5.6 Constant voltage characteristic
main modes are short-circuiting transfer, globular transfer
and spray transfer.
Short-circuiting (dip) transfer
When voltage and current are low the wire feed speed exceeds
the burn-off rate of the wire. The wire ‘dips’ into the weld
pool causing the arc to extinguish and short circuiting takes
place. This short circuit increases the current in the wire and
the end of the wire becomes molten. A magnetic effect takes
place causing the wire to ‘neck’ and fall off into the weld pool
as a molten droplet. The arc then re-establishes and the
whole procedure starts again.
In this mode the welding current must be high enough to
prevent the wire sticking and the voltage must be high
enough to re-establish the arc. Because this mode of transfer
55
Woodhead Publishing Ltd – A Quick Guide to Welding and Weld Inspection
Data Standards Ltd, Frome, Somerset – 17/9/200905QG Welding chap5.3d Page 55 of 66