
Page 85 - Quick Guide to Welding and Weld Inspection by S.E. Hughes, Clifford Matthews
P. 85
A Quick Guide to Welding and Weld Inspection
The magnetic flux is applied in two mutually perpendicular
directions. The reason for this is that if the flux direction runs
parallel to the defect then magnetisation of the defect will not
take place and the ferromagnetic particles will not be
attracted to it. Testing in two directions ensures that the
flux cuts any linear defects by at least 45 degrees. The
magnetic field strength can be checked using a checker such
as a ‘pie gauge’ or ‘burma castrol strip’.
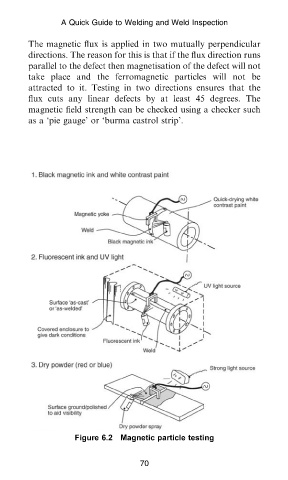
Figure 6.2 Magnetic particle testing
70
Woodhead Publishing Ltd – A Quick Guide to Welding and Weld Inspection
Data Standards Ltd, Frome, Somerset – 17/9/200906QG Welding chap6.3d Page 70 of 87