
Page 155 - Advanced Mine Ventilation
P. 155
Generation of Respirable Coal Dust 135
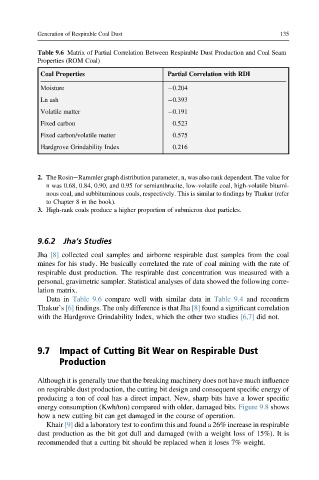
Table 9.6 Matrix of Partial Correlation Between Respirable Dust Production and Coal Seam
Properties (ROM Coal)
Coal Properties Partial Correlation with RDI
Moisture 0.204
Ln ash 0.393
Volatile matter 0.191
Fixed carbon 0.523
Fixed carbon/volatile matter 0.575
Hardgrove Grindability Index 0.216
2. The RosineRammler graph distribution parameter, n, was also rank dependent. The value for
n was 0.68, 0.84, 0.90, and 0.95 for semianthracite, low-volatile coal, high-volatile bitumi-
nous coal, and subbituminous coals, respectively. This is similar to findings by Thakur (refer
to Chapter 8 in the book).
3. High-rank coals produce a higher proportion of submicron dust particles.
9.6.2 Jha’s Studies
Jha [8] collected coal samples and airborne respirable dust samples from the coal
mines for his study. He basically correlated the rate of coal mining with the rate of
respirable dust production. The respirable dust concentration was measured with a
personal, gravimetric sampler. Statistical analyses of data showed the following corre-
lation matrix.
Data in Table 9.6 compare well with similar data in Table 9.4 and reconfirm
Thakur’s [6] findings. The only difference is that Jha [8] found a significant correlation
with the Hardgrove Grindability Index, which the other two studies [6,7] did not.
9.7 Impact of Cutting Bit Wear on Respirable Dust
Production
Although it is generally true that the breaking machinery does not have much influence
on respirable dust production, the cutting bit design and consequent specific energy of
producing a ton of coal has a direct impact. New, sharp bits have a lower specific
energy consumption (Kwh/ton) compared with older, damaged bits. Figure 9.8 shows
how a new cutting bit can get damaged in the course of operation.
Khair [9] did a laboratory test to confirm this and found a 26% increase in respirable
dust production as the bit got dull and damaged (with a weight loss of 15%). It is
recommended that a cutting bit should be replaced when it loses 7% weight.