
Page 191 - Advances In Productive, Safe, and Responsible Coal Mining
P. 191
170 Advances in Productive, Safe, and Responsible Coal Mining
(28cm), of which less than 1.5in. (3.8cm) was roof dilution meaning that OSD at
this mine primarily consisted of floor dilution. Mining equipment in use required
a minimum mining height of 6.0ft (1.8m) giving opportunity to reduce dilution
by 6.4in. (16.3cm).
With these data in hand, the project team established a goal to reduce dilution by
3.0in. (7.6cm) as a first step with the expectation that as mine personnel became
comfortable working in slightly lower mining heights, further reductions may be
attempted. In establishing this goal, it was noted that it had been achieved 8%–12%
of the time during the phase 1 data collection period as indicated in Fig. 9.4.This further
supported the feasibility of consciously reducing dilution to achieve the established
goals.
Using data collected in phase 1 coupled with engineering design modeling, an OSD
educational awareness program (EAP) was prepared. The program included
computer-generated models showing out-of-seam mining levels, the influence that
existing OSD levels had on product quality, and the associated economic impact that
resulted. The program also set forth the OSD reduction goal and explained the effect
that achieving it would have on productivity and profitability. Chugh’s research team
presented the EAP to a mine management team who then delivered it to continuous
miner and roof bolter operators working on the mechanized mining unit being
evaluated.
Immediately following presentation of the EAP, a second phase of data collection
commenced. Phase 2 data collection lasted 2weeks during which time study data
were collected for another 30 cuts and out-of-seam dimensions were measured at
275 locations while the same 11-entry section advanced four more crosscuts. These
data were analyzed to determine any productivity improvements and OSD
reductions.
Time study results indicated a marginal increase in loading time (38s per haulage
unit in phase 2 as compared with 37s per haulage unit in phase 1). This difference is
not statistically significant at a 95% confidence interval, so it cannot be scientifically
concluded that the educational program resulted in any measurable productivity
improvements. However, researchers believe the difference is a result of the cautious
approach adopted by continuous miner operators in attempting to stay in-seam and
reduce OSD. Earlier studies [1, 18] conducted by some of the same research team
members showed that longer loading times result in greater utilization of haulage unit
capacity, which is the single biggest productivity factor in continuous miner batch
haulage systems.
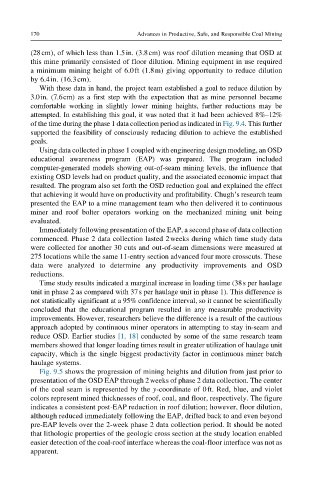
Fig. 9.5 shows the progression of mining heights and dilution from just prior to
presentation of the OSD EAP through 2weeks of phase 2 data collection. The center
of the coal seam is represented by the y-coordinate of 0ft. Red, blue, and violet
colors represent mined thicknesses of roof, coal, and floor, respectively. The figure
indicates a consistent post-EAP reduction in roof dilution; however, floor dilution,
although reduced immediately following the EAP, drifted back to and even beyond
pre-EAP levels over the 2-week phase 2 data collection period. It should be noted
that lithologic properties of the geologic cross section at the study location enabled
easier detection of the coal-roof interface whereas the coal-floor interface was not as
apparent.